En entornos B2B, los esterilizadores son equipos básicos en laboratorios, talleres farmacéuticos y CSSD hospitalarios. Su funcionamiento estable está directamente ligado a la continuidad del negocio. La calidad del agua es el factor que influye más oculto y fácilmente subestimado.
Muchos suponen que cualquier "agua limpia" servirá, pero existen diferencias fundamentales entre el agua destilada, RO y ultrapura. Estas diferencias, en última instancia, se traducen en incrustaciones, corrosión, consumo de energía, frecuencia de mantenimiento y tiempo de inactividad.
A continuación, desglosamos las diferencias entre estos tres tipos de agua, desde principios técnicos hasta impactos prácticos.
Pregunta 1: ¿Cómo se produce el agua destilada, RO y ultrapura?
Para entender sus diferencias, primero hay que entender sus principios de producción. Diferentes procesos determinan el tipo y la cantidad de sustancias residuales en el agua.
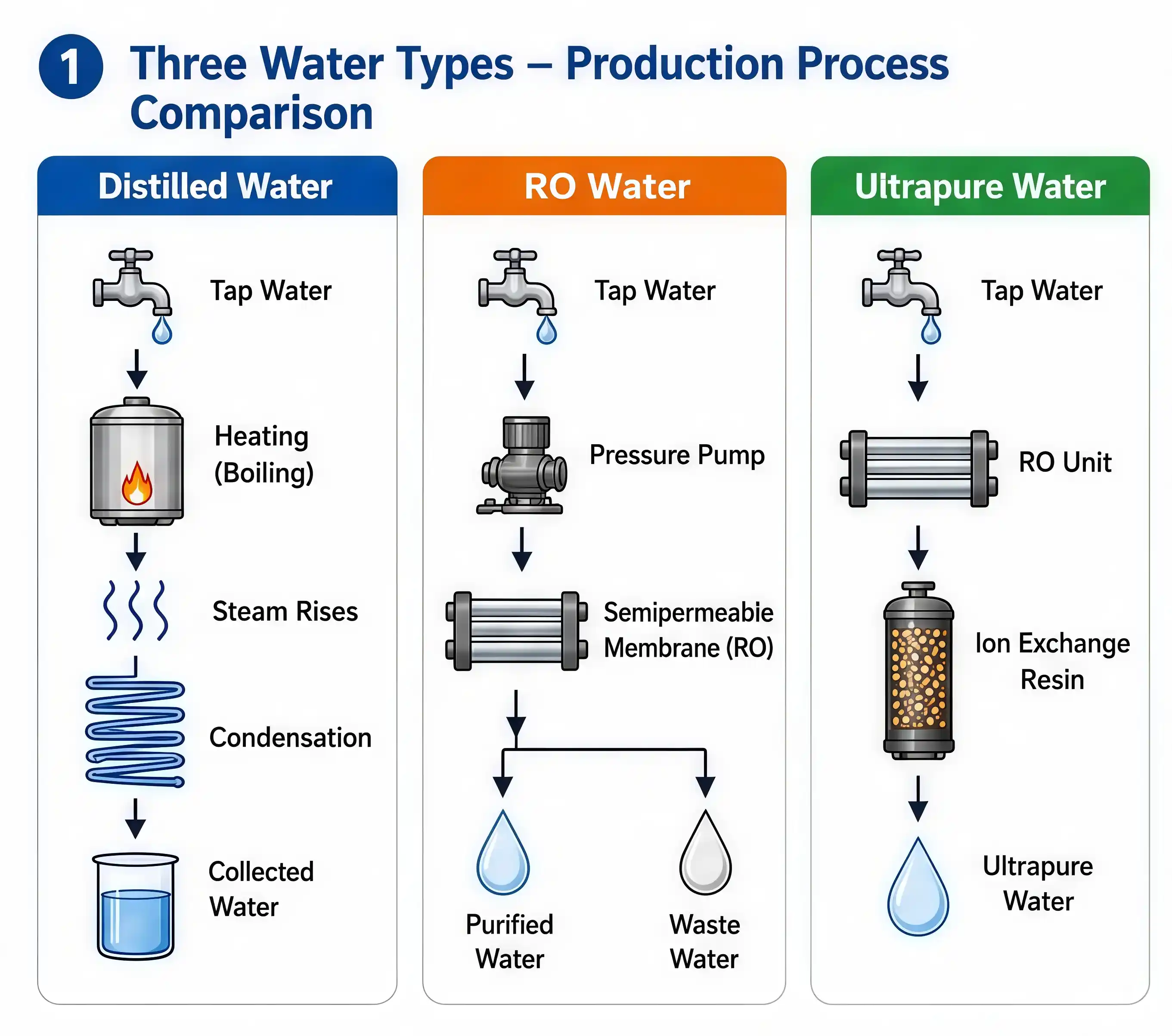
Agua destilada: Calentamiento → Vaporización → Condensación
La destilación es el método más tradicional para producir agua pura. El proceso es el siguiente:
-
El agua cruda (normalmente agua del grifo) se calienta hasta hervir.
-
El agua se convierte en vapor y se separa de sustancias no volátiles como minerales, sales y metales pesados.
-
El vapor de agua se enfría en un condensador y vuelve a convertirse en agua líquida.
-
El líquido recogido es agua destilada.
Punto clave: La mayoría de los sólidos disueltos (p. ej., calcio, magnesio, hierro, sulfatos) no se vaporizan y se eliminan eficazmente. Sin embargo, las sustancias volátiles (por ejemplo, ciertos compuestos orgánicos, amoníaco, dióxido de carbono) pueden vaporizarse y luego volverse a disolver en el agua condensada.
Riesgo residual: Si la unidad de destilación carece de una trampa de gases volátiles, el agua terminada puede contener trazas de compuestos orgánicos volátiles.
Pureza típica: Conductividad aprox. 1-10 µS/cm, TDS aprox. 0,5-5 ppm.
Agua RO: Presurización → Filtración por membrana
La ósmosis inversa (RO) es una tecnología de separación por membranas. El proceso es el siguiente:
-
El agua bruta se empuja contra una membrana semipermeable bajo presión.
-
El tamaño de los poros de la membrana es de aprox. 0,0001 micras (aproximadamente una millonésima parte del ancho de un cabello humano).
-
Las moléculas de agua pueden pasar a través de los poros, mientras que la mayoría de los iones disueltos, compuestos orgánicos, bacterias y virus son rechazados.
-
El agua que pasa es agua RO; el agua concentrada se drena.
Punto clave: Las tasas de rechazo de las membranas de OI suelen estar entre el 90 y el 99 %, dependiendo del tipo de ion, el tipo de membrana, la presión, la temperatura, etc. El rechazo de iones monovalentes (p. ej., sodio, cloro) es ligeramente menor; El rechazo de iones divalentes (p. ej., calcio, magnesio) es mayor.
Riesgo residual: Entre el 1 y el 10 % de los iones traza siempre pasarán a través de la membrana. Además, pueden pasar moléculas orgánicas muy pequeñas.
Pureza típica: Conductividad aprox. 5-50 µS/cm, TDS aprox. 2-25 ppm (dependiendo de la calidad del agua de alimentación).
Agua ultrapura: RO + intercambio iónico
El agua ultrapura no es simplemente agua RO filtrada una vez más. Implica el paso crucial de Intercambio iónico .
Cómo funciona el intercambio iónico:
-
Las perlas de resina tienen iones de hidrógeno (H⁺) e iones de hidróxido (OH⁻) intercambiables en sus superficies.
-
Los cationes que quedan en el agua (p. ej., Na⁺, Ca²⁺, Mg²⁺) se reemplazan por H⁺.
-
Los aniones que quedan en el agua (p. ej., Cl⁻, SO₄²⁻, HCO₃⁻) se reemplazan por OH⁻.
-
H⁺ y OH⁻ se combinan para formar moléculas de agua (H₂O).
Resultado: Casi todos los iones se eliminan del agua.
Derechos residuales de autor: Concentración de iones extremadamente baja, contenido orgánico extremadamente bajo, recuento de partículas extremadamente bajo.
Pureza típica: Resistividad de 18,2 MΩ·cm (correspondiente a una conductividad de aproximadamente 0,055 µS/cm), TDS < 0,01 ppm.
Pregunta 2: ¿Cuáles son los indicadores clave de pureza y cómo leerlos?
Los clientes B2B no necesitan ser expertos en tratamiento de agua, pero deben comprender tres indicadores básicos.
Indicador 1: Conductividad (μS/cm)
Definición: Una medida de la capacidad del agua para conducir electricidad. Más iones significan mayor conductividad.
Unidad: Microsiemens por centímetro (μS/cm)
Relación: Conductividad = 1 / Resistividad
Valores típicos:
-
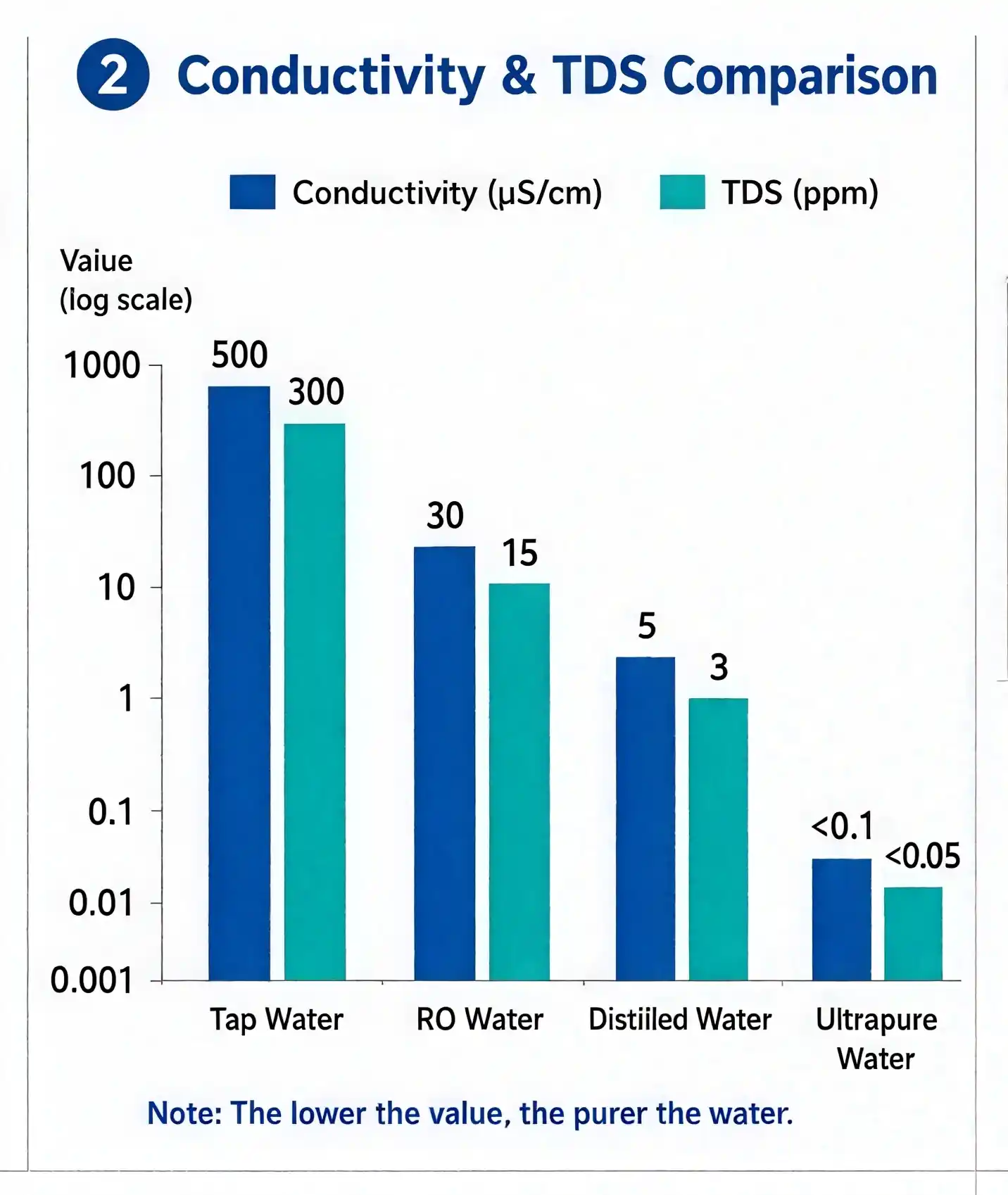
Agua del grifo: 300-800 µS/cm
-
Agua RO: 5-50 µS/cm
-
Agua destilada: 1-10 µS/cm
-
Agua ultrapura: < 0,1 µS/cm (los sistemas de alta gama pueden alcanzar 0,055 µS/cm)
Importancia para los esterilizadores: La conductividad refleja directamente el contenido de iones del agua. Los iones forman incrustaciones a altas temperaturas, obstruyendo los elementos calefactores, reduciendo la eficiencia térmica y, en última instancia, aumentando el uso de energía y los daños al equipo.
Indicador 2: Resistividad (MΩ·cm)
Definición: Una medida de la resistencia del agua a la corriente eléctrica. La resistividad es el recíproco de la conductividad.
Unidad: Megaohmio-centímetro (MΩ·cm)
Valores típicos:
-
Agua del grifo: aprox. 0,001-0,005 MΩ·cm
-
Agua destilada: 0,1-1 MΩ·cm
-
Límite teórico para agua ultrapura: 18,2 MΩ·cm (a 25°C)
Importancia para los esterilizadores: Una resistividad más alta es mejor. Para los esterilizadores, la resistividad > 1 MΩ·cm (conductividad < 1 µS/cm) se considera excelente.
Indicador 3: Sólidos disueltos totales (TDS, ppm)
Definición: La concentración en masa total de sólidos disueltos en agua, generalmente expresada como mg/L, equivalente a ppm.
Unidad: ppm (partes por millón)
Valores típicos:
-
Agua del grifo: 200-500 ppm
-
Agua RO: 5-50 ppm
-
Agua destilada: 1-5 ppm
-
Agua ultrapura: < 0,1 ppm
Importancia para los esterilizadores: El agua con mayor TDS deja más residuos de sarro al calentarse. Una regla general simple: TDS por debajo de 10 ppm generalmente es seguro para los esterilizadores; por debajo de 5 ppm, el riesgo de incrustaciones es muy bajo; por debajo de 1 ppm, la incrustación es casi inexistente.
Tabla de comparación rápida
| Tipo de agua | Conductividad (μS/cm) | Resistividad (MΩ·cm) | TDS (ppm) |
|---|---|---|---|
| Agua del grifo | 300-800 | 0,001-0,003 | 150-400 |
| Agua RO | 5-50 | 0,02-0,2 | 2-25 |
| Agua destilada | 1-10 | 0.1-1 | 0,5-5 |
| Agua ultrapura | < 0,1 | > 10 | < 0,05 |
Pregunta 3: ¿Qué sucede dentro del esterilizador con cada tipo de agua?
Ésta es la pregunta central. La misma agua, cuando entra en el mismo esterilizador, produce resultados completamente diferentes.
Agua destilada dentro del esterilizador
Lo que sucede:
-
El agua se calienta por encima de 100°C (puede alcanzar 121-134°C bajo presión).
-
El agua se evapora y se convierte en vapor, concentrando los iones traza que quedan en el agua.
-
Debido a que el agua destilada ya tiene un contenido de iones muy bajo, es difícil que el concentrado alcance los puntos de saturación y cristalización.
-
Por lo tanto, apenas se forman incrustaciones.
Efectos a largo plazo:
-
Las superficies de los elementos calefactores permanecen mayoritariamente limpias.
-
La eficiencia del intercambio de calor se mantiene normal.
-
El consumo de energía no aumenta con el tiempo.
-
No se forman depósitos dentro de la cámara del esterilizador.
-
La vida del equipo se aproxima a los valores teóricos de diseño.
Caso especial: Si la unidad de destilación carece de trampa, el agua puede contener trazas de compuestos orgánicos volátiles. A altas temperaturas, estos pueden descomponerse, produciendo potencialmente ácidos que causan una corrosión extremadamente lenta en la cámara. En la mayoría de los escenarios B2B, este efecto tarda muchos años en manifestarse.
Agua RO dentro del esterilizador
Lo que sucede:
-
El agua todavía contiene entre 5 y 50 ppm de sólidos disueltos.
-
A medida que el agua se evapora continuamente, la concentración de iones aumenta rápidamente.
-
Cuando la concentración excede el límite de solubilidad de ciertas sales (p. ej., carbonato de calcio, sulfato de calcio), cristalizan y precipitan.
-
Estos cristales se adhieren a las superficies del elemento calefactor y a las paredes de la cámara, formando incrustaciones.
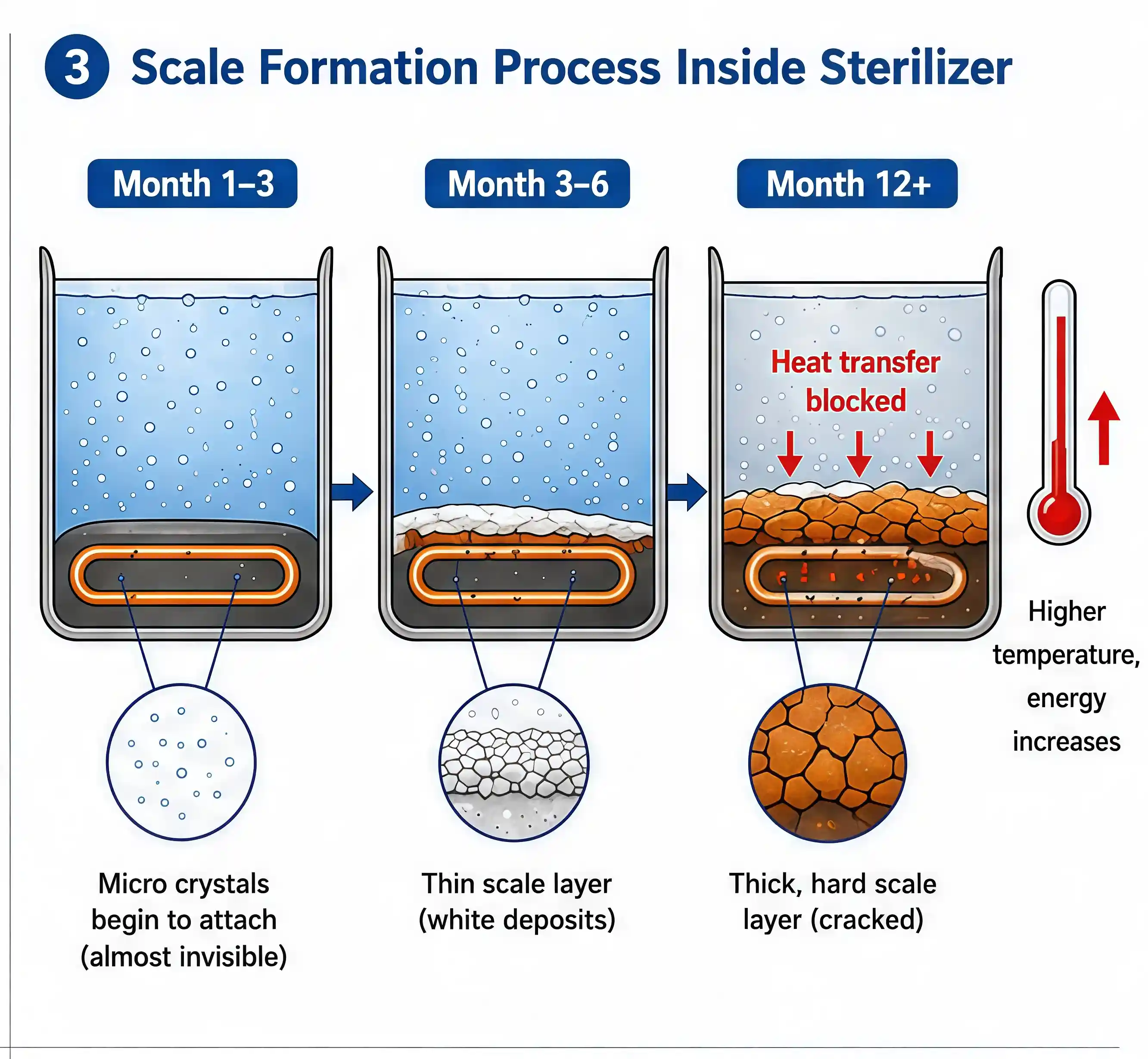
Proceso de crecimiento de escala:
-
Meses 1-3: Comienzan a formarse cristales microscópicos e invisibles.
-
Meses 3-6: Aparece una fina capa blanca sobre los elementos calefactores.
-
Meses 6-12: La escala se vuelve visible; La eficiencia térmica comienza a disminuir.
-
Después de 12 meses: La capa de escamas se espesa; el uso de energía aumenta significativamente; aumenta el riesgo de sobrecalentamiento localizado del elemento calefactor.
Efectos a largo plazo:
-
Elementos calefactores cubiertos de incrustaciones, lo que reduce la eficiencia de la transferencia de calor.
-
Los elementos calefactores trabajan más tiempo para alcanzar la temperatura establecida, lo que aumenta el uso de energía.
-
El sobrecalentamiento localizado puede quemar los elementos calefactores.
-
Las escamas de sarro pueden bloquear las válvulas o líneas de drenaje.
-
Requiere desincrustación química periódica (limpieza ácida).
Hecho clave: El agua RO no es un simple binario entre "utilizable" y "no utilizable". Es una cuestión de "tasa de acumulación de escala". El agua con una conductividad de 10 µS/cm se escala mucho más lentamente que el agua a 50 µS/cm. Pero mientras permanezcan iones, la escala voluntad forma; es sólo cuestión de tiempo.
Agua ultrapura dentro del esterilizador
Lo que sucede:
-
El agua tiene un contenido de iones extremadamente bajo (conductividad < 0,1 µS/cm).
-
Incluso con una evaporación continua, los iones traza luchan por alcanzar la concentración de saturación.
-
Por lo tanto, los procesos de nucleación y crecimiento de escala casi nunca ocurren.
Otro proceso concurrente:
-
El agua ultrapura tiene fuertes capacidades de disolución.
-
Si existen incrustaciones viejas dentro del esterilizador, el agua ultrapura puede disolver lentamente estos depósitos.
-
Esta es la razón por la que los usuarios que cambian de agua RO a agua ultrapura pueden inicialmente ver rastros de materia blanca en el drenaje: las incrustaciones viejas que se disuelven y expulsan.
Efectos a largo plazo:
-
Los elementos calefactores permanecen como nuevos de fábrica.
-
La eficiencia térmica permanece constante.
-
No se requiere descalcificación química.
-
Sin bloqueo de incrustaciones en válvulas o líneas de drenaje.
-
El interior del esterilizador está en gran medida protegido contra daños relacionados con la calidad del agua.
Una nota importante: El agua ultrapura no es "inerte". Su baja concentración de iones le confiere un alto potencial corrosivo: no es una corrosión uniforme del acero inoxidable, sino sensibilidad a trazas de impurezas como el cloruro en condiciones específicas. Sin embargo, este impacto es mínimo en aplicaciones prácticas, siempre que el sistema de agua utilice materiales apropiados y reciba el mantenimiento adecuado.
Pregunta 4: Técnicamente, ¿cómo dañan las incrustaciones los esterilizadores?
Comprender el mecanismo de daño de la escala es clave para comprender por qué el problema con el agua RO no es un "tal vez" sino una "certeza".
Química de la formación de escalas
El componente de sarro más común dentro de los esterilizadores es Carbonato de calcio (CaCO₃). Se forma de la siguiente manera:
-
El agua contiene bicarbonato de calcio soluble (Ca(HCO₃)₂).
-
El calor provoca una reacción química: Ca(HCO₃)₂ + Calor → CaCO₃↓ + CO₂ ↑ + H₂O
-
CaCO₃ (carbonato de calcio) es insoluble en agua y precipita en la solución.
-
El sólido precipitado se adhiere a la superficie del elemento calefactor.
Otros componentes de escala comunes:
-
Sulfato de calcio (CaSO₄): Más difícil de eliminar que el carbonato.
-
Silicatos (SiO₂): Eliminación química extremadamente dura y difícil.
-
Óxidos de hierro/manganeso: Depósitos de color marrón rojizo.
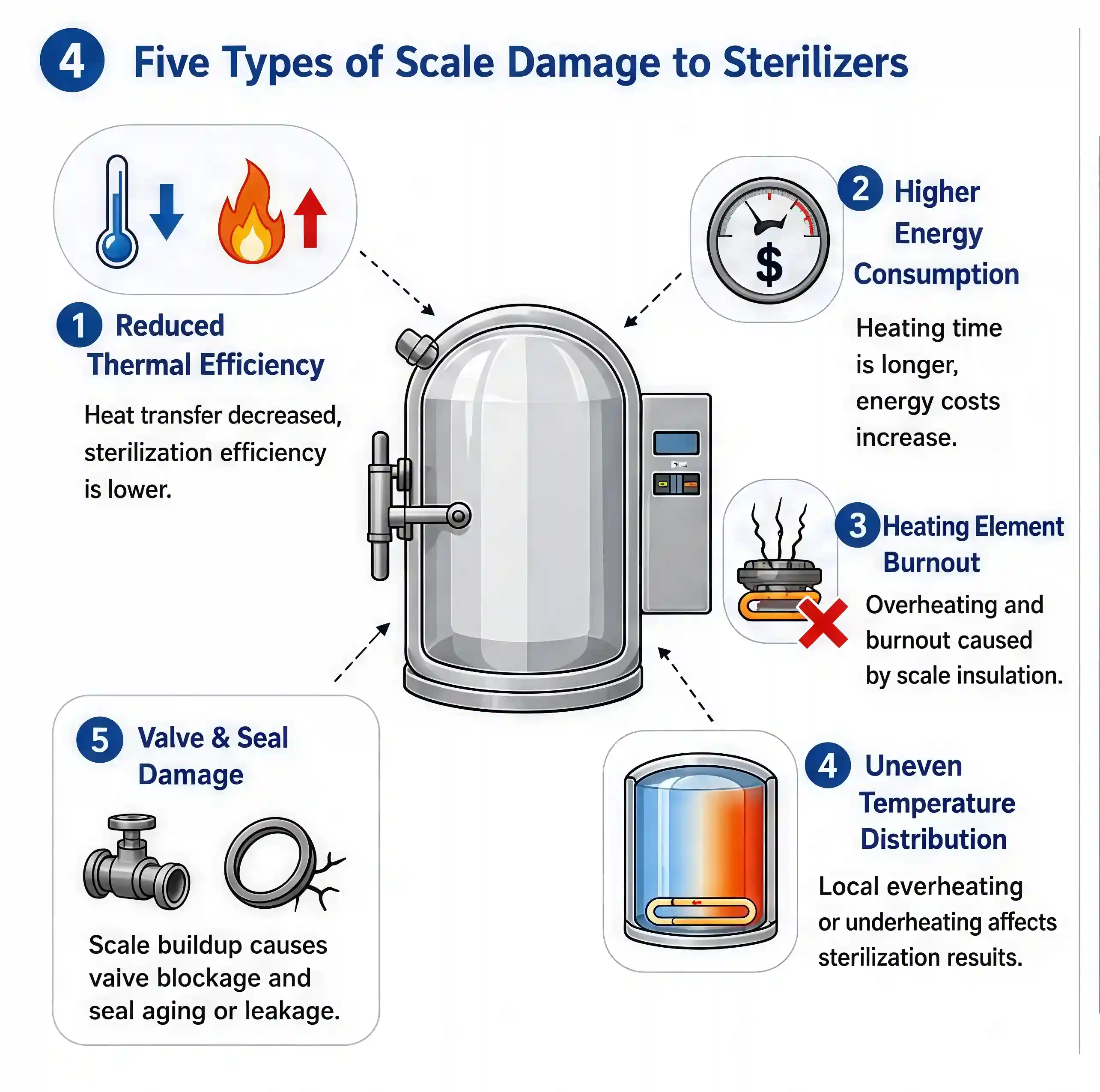
Cinco tipos de daños por incrustaciones en los esterilizadores
Daño 1: Eficiencia térmica reducida
Las incrustaciones tienen una conductividad térmica mucho menor que el metal. Valores típicos:
-
Conductividad térmica del acero inoxidable: aprox. 15 W/(m·K)
-
Conductividad térmica a escala de carbonato de calcio: aprox. 2 W/(m·K)
Una capa de sarro de 1 mm de espesor tiene una resistencia térmica equivalente a agregar aproximadamente 7,5 mm de acero inoxidable. Para alcanzar la temperatura objetivo de la cámara (p. ej., 121 °C), el elemento calefactor debe calentarse mucho más.
Daño 2: aumento del consumo de energía
Debido a que la transferencia de calor está bloqueada, el elemento calefactor debe funcionar por más tiempo. Los datos experimentales muestran:
-
Capa de escala de 0,5 mm: aumento de energía de aprox. 10-15%
-
Capa de escala de 1 mm: aumento de energía de aprox. 20-30%
-
Capa de escala de 2 mm: el aumento de energía puede alcanzar el 40-50%
Para un esterilizador que funcione 2000 horas al año, el aumento anual del costo de la electricidad por sí solo podría alcanzar miles de dólares.
Daño 3: sobrecalentamiento y desgaste del elemento calefactor
Esta es la falla más directa del equipo. El calor dentro del elemento no puede transferirse eficazmente al agua (bloqueado por las incrustaciones), lo que hace que la temperatura de la superficie del elemento aumente continuamente. Cuando la temperatura excede la tolerancia del material del elemento:
-
La funda del elemento (normalmente Incoloy o acero inoxidable) puede derretirse o agrietarse localmente.
-
El cable de resistencia interna se quema.
-
El elemento calefactor está destruido.
Este daño es irreparable y requiere un reemplazo completo del conjunto del calentador.
Daño 4: falta de uniformidad en la temperatura que provoca fallos en la esterilización
Escalar los depósitos de manera desigual. Algunas áreas tienen escamas gruesas, otras delgadas, lo que lleva a:
-
Distribución de temperatura no uniforme dentro de la cámara de esterilización.
-
Es posible que algunas ubicaciones no alcancen la temperatura de esterilización.
-
Otros lugares pueden calentarse demasiado.
-
Impacta directamente la confiabilidad del proceso de esterilización.
Para entornos que requieren una estricta validación de esterilización (productos farmacéuticos, dispositivos médicos, laboratorios), este es un riesgo inaceptable.
Daño 5: Daños en sellos y válvulas
Las incrustaciones no sólo se depositan en los elementos calefactores. También puede formarse en válvulas de drenaje, superficies de sellado y sondas de sensores de temperatura, lo que provoca:
-
Válvulas pegajosas o mal cierre.
-
Desgaste acelerado de los sellos.
-
Respuesta lenta del sensor o lecturas desviadas.
Individualmente, estos parecen menores, pero en conjunto aumentan significativamente la carga de trabajo de mantenimiento.
Pregunta 5: ¿Cuáles son los residuos de cada tipo de agua? ¿Su impacto sobre los esterilizadores es el mismo?
El agua producida por diferentes procesos tiene diferentes tipos de residuos, no sólo diferentes cantidades .
Residuos de agua destilada
| Tipo residual | Fuente | ¿Común? | Impacto en el esterilizador |
|---|---|---|---|
| Orgánicos volátiles | Orgánicos en el agua de alimentación que se vaporizan | Depende del equipo | Se descompone a alta temperatura, corrosión muy lenta. |
| Dióxido de carbono | CO₂ disuelto | Casi siempre presente | Reduce el pH, impacto muy débil. |
| Iones traza | Remanente de niebla | Pequeña cantidad, insignificante con buen equipamiento. | Despreciable |
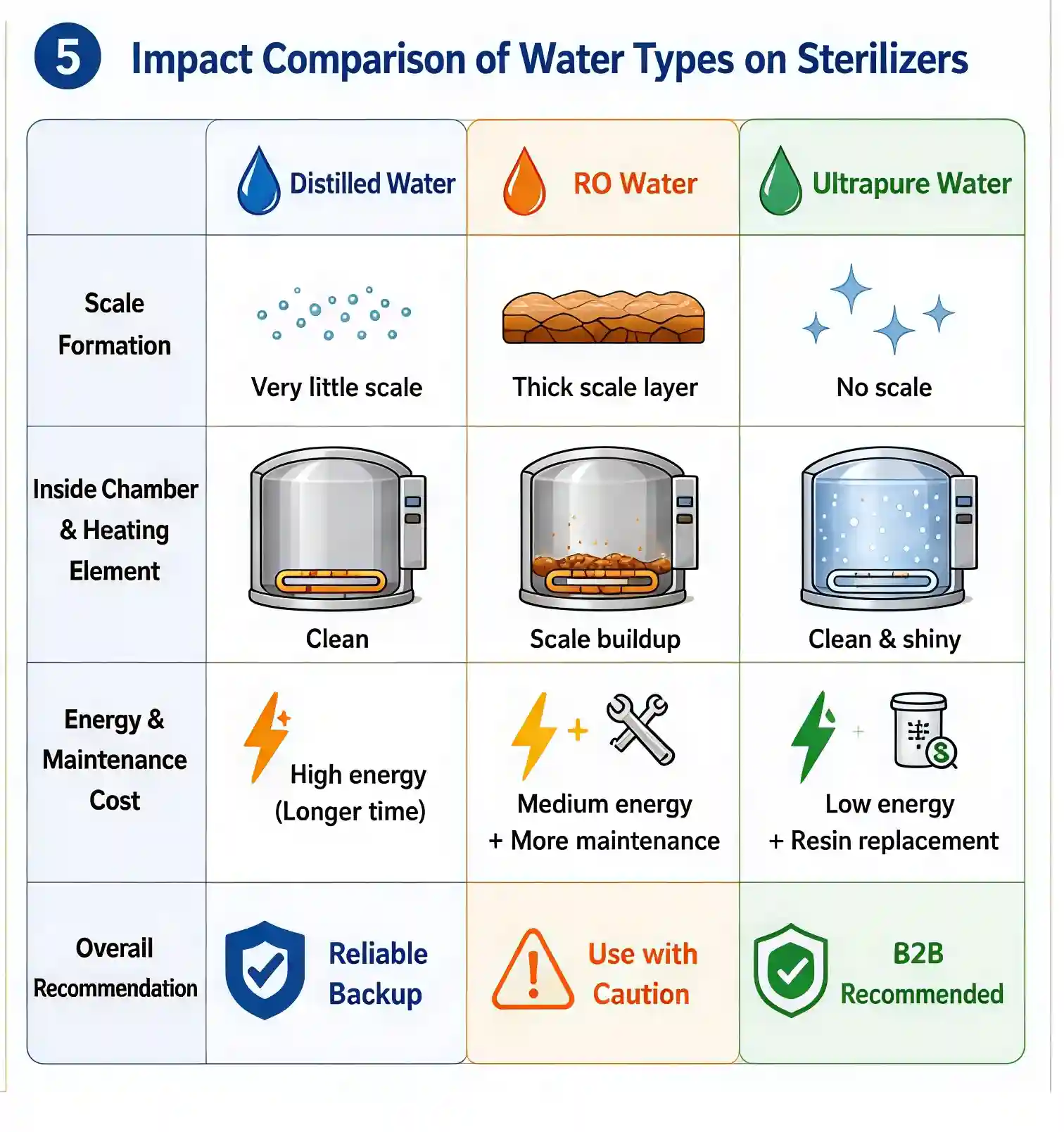
Evaluación general: El agua destilada tiene pocos tipos residuales y bajas concentraciones, lo que hace que su impacto en los esterilizadores sea uno de los más bajos.
Residuos de agua RO
| Tipo residual | Fuente | ¿Común? | Impacto en el esterilizador |
|---|---|---|---|
| Iones de calcio y magnesio | Iones que pasan a través de la membrana RO | Casi siempre presente | Forma escala CaCO₃/CaSO₄, factor destructivo primario |
| Iones de cloruro | Pasando Cl⁻ | Depende del agua de alimentación | Promueve el agrietamiento por corrosión bajo tensión a alta temperatura. |
| silicatos | Pasando SiO₂ | Común | Forma una escala extremadamente dura, difícil de eliminar. |
| Trazas orgánicas | Moléculas más pequeñas que los poros de la membrana. | Pequeñas cantidades | Puede carbonizarse a alta temperatura. |
| Sulfato | Pasando SO₄²⁻ | Común | Formar incrustaciones insolubles con calcio. |
Evaluación general: El agua RO tiene muchos tipos residuales que son fuentes directas de incrustaciones. Este es el mayor problema con el uso de agua RO en aplicaciones de esterilización.
Residuos de agua ultrapura
| Tipo residual | Fuente | ¿Común? | Impacto en el esterilizador |
|---|---|---|---|
| Iones muy traza | Saturación de resina o disminución del rendimiento. | Muy bajo con buen mantenimiento. | Casi ningún impacto |
| TOC muy traza | Lixiviación de resina o contaminación del sistema. | Muy bajo con buen mantenimiento. | Casi ningún impacto |
| Metabolitos microbianos | Crecimiento bacteriano en tuberías. | Posible con un diseño deficiente del sistema | Endotoxinas potenciales |
Evaluación general: En teoría, el agua ultrapura prácticamente no tiene residuos. En la ingeniería práctica, el principal riesgo no es el agua en sí, sino la contaminación secundaria de las tuberías de distribución.
Pregunta 6: "El agua RO funciona, ¿no?" ¿Por qué lo utilizan tantos clientes B2B?
Esta es una pregunta práctica. De hecho, muchos clientes B2B utilizan agua RO para sus esterilizadores sin sufrir fallos importantes a corto plazo. ¿Por qué?
¿Por qué es invisible en el corto plazo?
-
Tasa de acumulación de escala lenta: Para agua RO de alta calidad con TDS <10 ppm, la tasa de acumulación de incrustaciones es de aproximadamente fracciones de milímetro por cada mil horas. Si el esterilizador se usa con poca frecuencia (p. ej., algunas veces por semana), la capa de sarro puede ser inferior a 0,2 mm después de un año y ser invisible a simple vista.
-
Redundancia de elementos calefactores: La mayoría de los esterilizadores tienen un margen de seguridad de diseño; Las ligeras pérdidas de eficiencia a pequeña escala no son obvias.
-
La descalcificación enmascara el problema: Si un usuario descalcifica mensualmente, la cal se elimina rápidamente, resolviendo temporalmente el problema. Pero esa descalcificación en sí misma es un costo de mantenimiento.
¿Por qué definitivamente aparecerán problemas a largo plazo?
-
Efecto de acumulación: Incluso si cada descalcificación elimina el 95% de la cal, el 5% restante se acumula y eventualmente forma una capa de depósito resistente.
-
La descalcificación en sí misma causa daños: Los descalcificadores químicos (generalmente ácidos) también corroen lentamente las superficies y sellos metálicos mientras eliminan las incrustaciones. Es posible que un esterilizador descalcificado con frecuencia no tenga muchas incrustaciones, pero sus sellos envejecerán más rápido.
-
El rendimiento de la membrana RO disminuye: Una nueva membrana de ósmosis inversa podría producir agua con TDS por debajo de 5 ppm; después de un año, el TDS podría aumentar a 20-30 ppm. La tasa de escala se acelera correspondientemente.
Una analogía
Usar agua RO como esterilizador es como usar aceite mineral convencional en un automóvil pero nunca realizar mantenimiento. Puede que no sientas la diferencia durante los primeros miles de kilómetros, pero después de decenas de miles de kilómetros, los depósitos internos de carbón y el desgaste se hacen evidentes.
El agua RO es una solución "utilizable en caso de necesidad", pero no la "solución preferida para un funcionamiento estable a largo plazo".
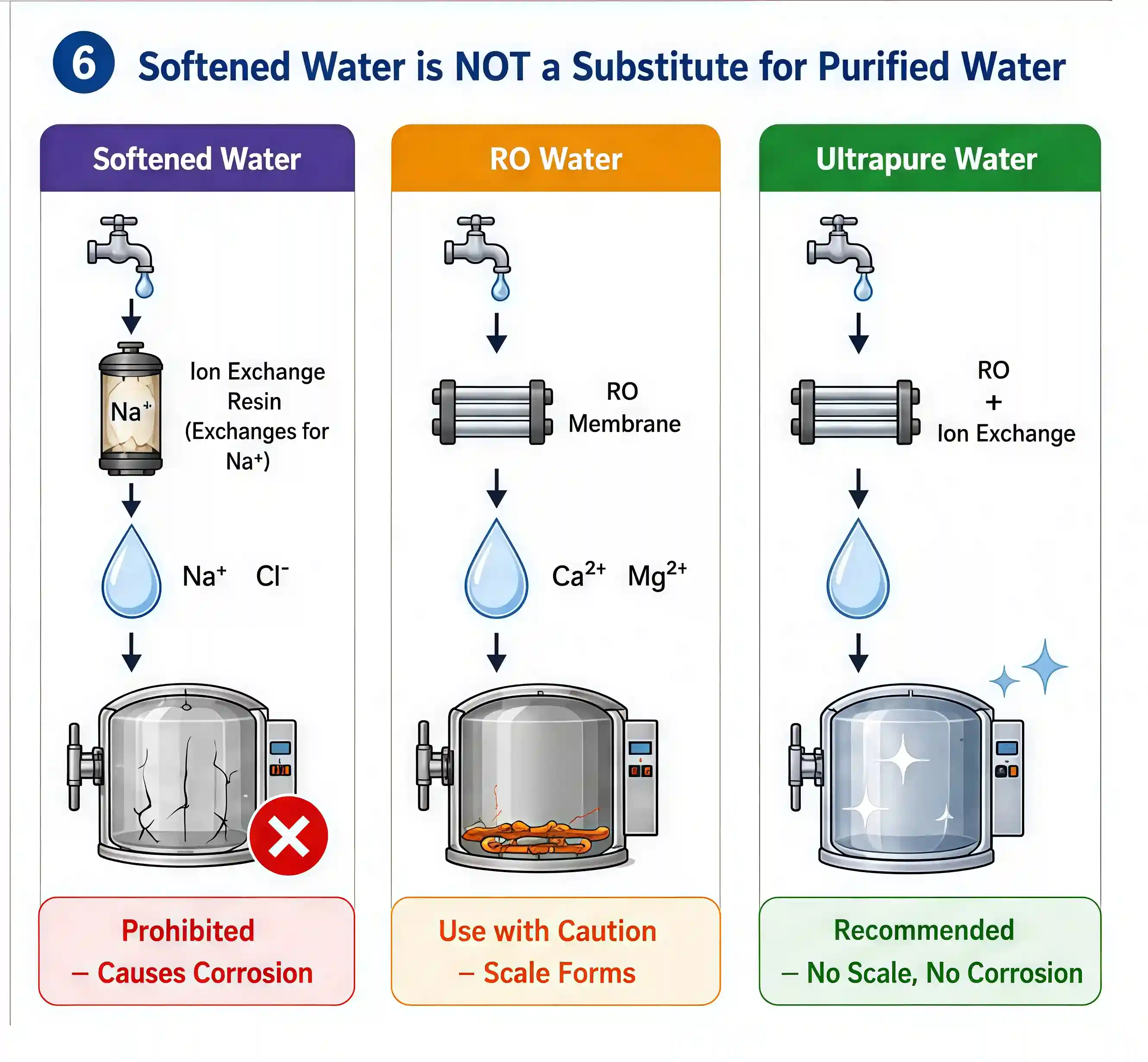
Pregunta 7: ¿Por qué está explícitamente prohibido el agua descalcificada físicamente? ¿En qué se diferencia del agua RO?
Esto requiere una explicación separada, ya que mucha gente los confunde.
Agua físicamente ablandada ≠ Agua RO
| Dimensión | Agua físicamente ablandada | Agua RO |
|---|---|---|
| Proceso | Intercambio iónico (Na⁺ reemplaza Ca²⁺/Mg²⁺) | Filtración por membrana |
| Cambio de TDS | Casi sin cambios | Reducido drásticamente |
| Cambio de tipo de ion | Calcio/Magnesio → Sodio | Todas las concentraciones de iones reducidas. |
| Cambio de conductividad | Sin cambios o ligeramente aumentado | Reducido drásticamente |
¿Por qué el agua ablandada es perjudicial para los esterilizadores?
Razón 1: el TDS no se reduce.
El ablandamiento simplemente cambia los principales iones formadores de incrustaciones (calcio, magnesio) por otro ion (sodio). La carga total de sólidos disueltos permanece casi sin cambios. Cuando se calienta, aunque es posible que no se formen incrustaciones insolubles, los iones de sodio y cloruro están presentes juntos.
Razón 2: Corrosión sinérgica de iones cloruro y sodio.
En un ambiente húmedo, de alta temperatura y alta presión, los iones de cloruro (Cl⁻) son el principal inductor del agrietamiento por corrosión bajo tensión en el acero inoxidable. La presencia de iones de sodio exacerba aún más este efecto corrosivo. Específicamente:
-
En puntos de alta tensión (soldaduras, dobleces)
-
En condiciones de alta temperatura (>100°C)
-
Los iones de cloruro y sodio juntos provocan la ruptura de la capa protectora de óxido del acero inoxidable.
-
Las grietas se inician en la superficie y se propagan hacia el interior, lo que puede provocar grietas a través de las paredes.
Razón 3: un ejemplo típico del mundo real.
Una empresa biofarmacéutica utilizó un suavizante de intercambio iónico para suministrar su esterilizador. Después de aproximadamente dos años de funcionamiento, aparecieron grietas visibles cerca del drenaje inferior de la cámara. El análisis del fabricante del equipo confirmó el agrietamiento por corrosión bajo tensión inducido por cloruro. La solución: un reemplazo completo de la cámara, con un costo de más de $50 000 y dos semanas de inactividad.
Postura explícita de los fabricantes de esterilizadores
Consultar los manuales técnicos de los principales fabricantes de esterilizadores (por ejemplo, Tuttnauer, Getinge, Steris, Hirayama) revela una afirmación clara:
No utilice agua blanda.
El agua ablandada puede causar corrosión y daños a la cámara.
Esta no es una recomendación; es un requisito. Los daños causados por el agua ablandada normalmente no están cubiertos por la garantía.
Pregunta 8: Agua destilada versus agua ultrapura: ¿cuál es mejor para los esterilizadores?
Esto requiere una discusión caso por caso.
Desde una perspectiva de pureza
El agua ultrapura es más pura. Eso es indiscutible.
El uso de agua ultrapura elimina eficazmente los "factores de calidad del agua" de la lista de verificación de mantenimiento del equipo. Sin incrustaciones, sin riesgo de corrosión (siempre que el sistema esté bien diseñado), sin residuos iónicos.
Desde una perspectiva de uso práctico
Para la gran mayoría de aplicaciones de esterilización, la pureza del agua destilada ya es suficiente. Un esterilizador no es una herramienta de limpieza de semiconductores; no necesita la pureza extrema de 18,2 MΩ·cm. Dado que el agua tiene una conductividad inferior a 5 µS/cm, la escala es extremadamente limitada.
La diferencia fundamental no es "bueno o malo", sino "idoneidad".
| Dimensión | Agua destilada | Agua ultrapura |
|---|---|---|
| Nivel de pureza | Alto | Extremadamente alto |
| Riesgo de escala | Muy bajo | Casi cero |
| Costo de energía | Alta (producción con uso intensivo de energía) | Bajo |
| Mantenimiento de equipos | Simple | Requiere reemplazo periódico de resina. |
| Escala adecuada | Pequeño a mediano | Mediano a grande |
| Mejor caso de uso | Unidad única, uso poco frecuente. | Múltiples unidades, operación 24 horas al día, 7 días a la semana |
Una conclusión objetiva
-
Si te preguntan "¿cuál es más pura?": Agua ultrapura.
-
Si te preguntan "¿cuál es mejor para el esterilizador?": Ambos son muy buenos; la diferencia es pequeña en la práctica.
-
Si se le pregunta "¿cuál es más adecuado en general para B2B?": Depende de la escala, el presupuesto y el modelo operativo.
La principal ventaja del agua ultrapura no es que sea "más pura que el agua destilada" (aunque lo es), sino su "menor costo operativo (energía)". La principal ventaja del agua destilada es su "tecnología más simple y confiable".
Pregunta 9: Después de elegir la fuente de agua adecuada, ¿a qué debe prestar atención en el uso y mantenimiento diario?
Después de seleccionar la fuente de agua correcta, el uso diario y el mantenimiento regular son igualmente importantes. Incluso cuando se utiliza agua ultrapura, no se puede ignorar por completo el manejo del propio esterilizador. Aquí hay tres reglas básicas que deben seguir los clientes B2B.
1. Siga las pautas del fabricante
Siga siempre las recomendaciones del manual del fabricante del esterilizador, asegurándose de que las especificaciones del agua cumplan con sus requisitos.
Las diferentes marcas y modelos de esterilizadores pueden tener ligeras diferencias en sus requisitos específicos de calidad del agua entrante. Algunos fabricantes exigen explícitamente una conductividad inferior a 5 µS/cm, mientras que otros exigen menos de 1 µS/cm. Estos parámetros deben confirmarse durante la fase de adquisición y escribirse en los procedimientos operativos estándar (POE) del equipo.
Además, si se producen daños en el esterilizador debido a una calidad deficiente del agua, la garantía del fabricante normalmente queda anulada. Este es el riesgo que los clientes B2B pasan más fácilmente por alto.
2. Agua dedicada para uso exclusivo
Utilice recipientes limpios y exclusivos para agua esterilizadora y evitar absolutamente mezclar diferentes tipos de agua (por ejemplo, agregar agua del grifo al agua pura).
Los problemas comunes en la operación y mantenimiento reales incluyen:
-
Usar el mismo balde para contener agua RO y agua del grifo alternativamente.
-
Agregar una pequeña cantidad de agua del grifo a un balde de agua ultrapura como medida de "emergencia".
-
Usar tuberías o recipientes sucios para trasvasar agua.
Estas operaciones comprometen directamente la pureza ya lograda. Sólo una pequeña cantidad de agua del grifo, con sus iones, puede contaminar rápidamente un recipiente entero de agua pura. Una vez contaminado, la conductividad de ese recipiente de agua podría saltar de menos de 1 µS/cm a varios cientos de µS/cm, devolviéndolo efectivamente al nivel del agua del grifo.
Para clientes B2B, se recomienda:
-
Designe contenedores dedicados para el suministro de agua esterilizadora con etiquetas claras.
-
Establecer un procedimiento de llenado de agua que será ejecutado por personal designado.
-
Pruebe periódicamente la conductividad del agua almacenada y mantenga un registro.
3. Limpieza periódica
Incluso cuando utilice agua ultrapura, Aún es necesario realizar un mantenimiento regular de descalcificación de acuerdo con el manual de funcionamiento del esterilizador. para garantizar un rendimiento óptimo, estable y a largo plazo.
Este es el punto más común de malentendido. Muchos usuarios piensan: "Usar agua ultrapura significa que no habrá más descalcificación". Esto es incorrecto. Las razones son las siguientes:
-
El agua ultrapura reduce drásticamente la tasa de formación de incrustaciones, pero no puede eliminar al 100% todos los riesgos de deposición. Los rastros de polvo del aire o los rastros de contaminantes traídos por los contenedores aún pueden dar lugar a un depósito extremadamente delgado durante períodos prolongados.
-
El envejecimiento de otros componentes del esterilizador (como sellos, válvulas de drenaje, sensores de temperatura) es independiente de la calidad del agua y requiere inspecciones periódicas.
-
Incluso sin cal, ejecutar periódicamente un programa de descalcificación puede ayudar a limpiar las biopelículas y los residuos de las tuberías.
Cuando se utiliza agua ultrapura, la frecuencia de descalcificación se puede reducir de "mensual" a "semestral" o "anual" (siga el manual del fabricante para conocer los detalles), pero no se puede eliminar por completo.
Una tabla resumen: requisitos de mantenimiento para diferentes fuentes de agua
| Artículo de mantenimiento | Usar agua destilada | Usando agua RO | Usar agua ultrapura |
|---|---|---|---|
| Frecuencia de prueba de conductividad/TDS | Mensual | Mensual | Mensual |
| Frecuencia de descalcificación química | Anualmente | Cada 3-6 meses | Anualmente (o por fabricante) |
| Comprobar sellos/válvulas | Trimestral | Trimestral | Trimestral |
| Limpieza de contenedores de almacenamiento | Mensual | Mensual | Mensual |
| ¿Se requiere un registro de calidad del agua? | Recomendado | Obligatorio (debido a la inestabilidad del RO) | Recomendado |
Resumen de una oración
Elegir la fuente de agua adecuada es el primer paso; el uso y mantenimiento diario estandarizados son los que garantizan un funcionamiento estable a largo plazo.
Tabla de comparación rápida: diferencias fundamentales de los tres tipos de agua
| Dimensión de comparación | Agua destilada | Agua RO | Agua ultrapura |
|---|---|---|---|
| Principio de producción | Evaporación, luego condensación. | Filtración por membrana | RO + intercambio iónico |
| Conductividad (μS/cm) | 1-10 | 5-50 | < 0,1 |
| Tipos residuales | Volátiles, baja concentración. iones | Múltiples iones, orgánicos. | Iones traza |
| Formación de escala | muy lento | Formación continua | Casi ninguno |
| ¿Se necesita descalcificación? | Rara vez es necesario | Periódicamente necesario | No es necesario |
| Riesgo de corrosión | muy bajo | Medio | muy bajo |
| Impacto en la vida útil del equipo | Óptimo | Limitado temprano por escala | Óptimo |
| Retención de la eficiencia energética | Estable a largo plazo | Disminuye con el tiempo | Estable a largo plazo |
Resumen
Para los clientes B2B, comprender estas diferencias esenciales es clave para saber, al elegir cualquier solución: qué le hará a su esterilizador, en qué costos incurrirá y dónde residen los riesgos ocultos.
Fabricantes de equipos especializados para el tratamiento de agua, como INTOPAQUA , puede proporcionar a los clientes B2B soluciones técnicas completas para el agua de alimentación de esterilizadores, ayudando a los clientes a seleccionar el proceso de tratamiento de agua más adecuado en función de la configuración específica de su equipo, el consumo de agua y el modelo operativo, garantizando así el funcionamiento estable a largo plazo de sus esterilizadores desde la fuente.