Dans les environnements B2B, les stérilisateurs constituent un équipement de base dans les laboratoires, les ateliers pharmaceutiques et les CSSD hospitaliers. Leur fonctionnement stable est directement lié à la continuité des activités. La qualité de l’eau est le facteur d’influence le plus caché et le plus souvent sous-estimé.
Beaucoup supposent que n’importe quelle « eau propre » fera l’affaire, mais des différences fondamentales existent entre l’eau distillée, RO et ultrapure. Ces différences se traduisent en fin de compte en tartre, corrosion, consommation d'énergie, fréquence de maintenance et temps d'arrêt.
Ci-dessous, nous décrivons les différences entre ces trois types d'eau, des principes techniques aux impacts pratiques.
Question 1 : Comment l’eau distillée, RO et ultrapure est-elle produite ?
Pour comprendre leurs différences, il faut d’abord comprendre leurs principes de production. Différents processus déterminent le type et la quantité de substances résiduelles dans l'eau.
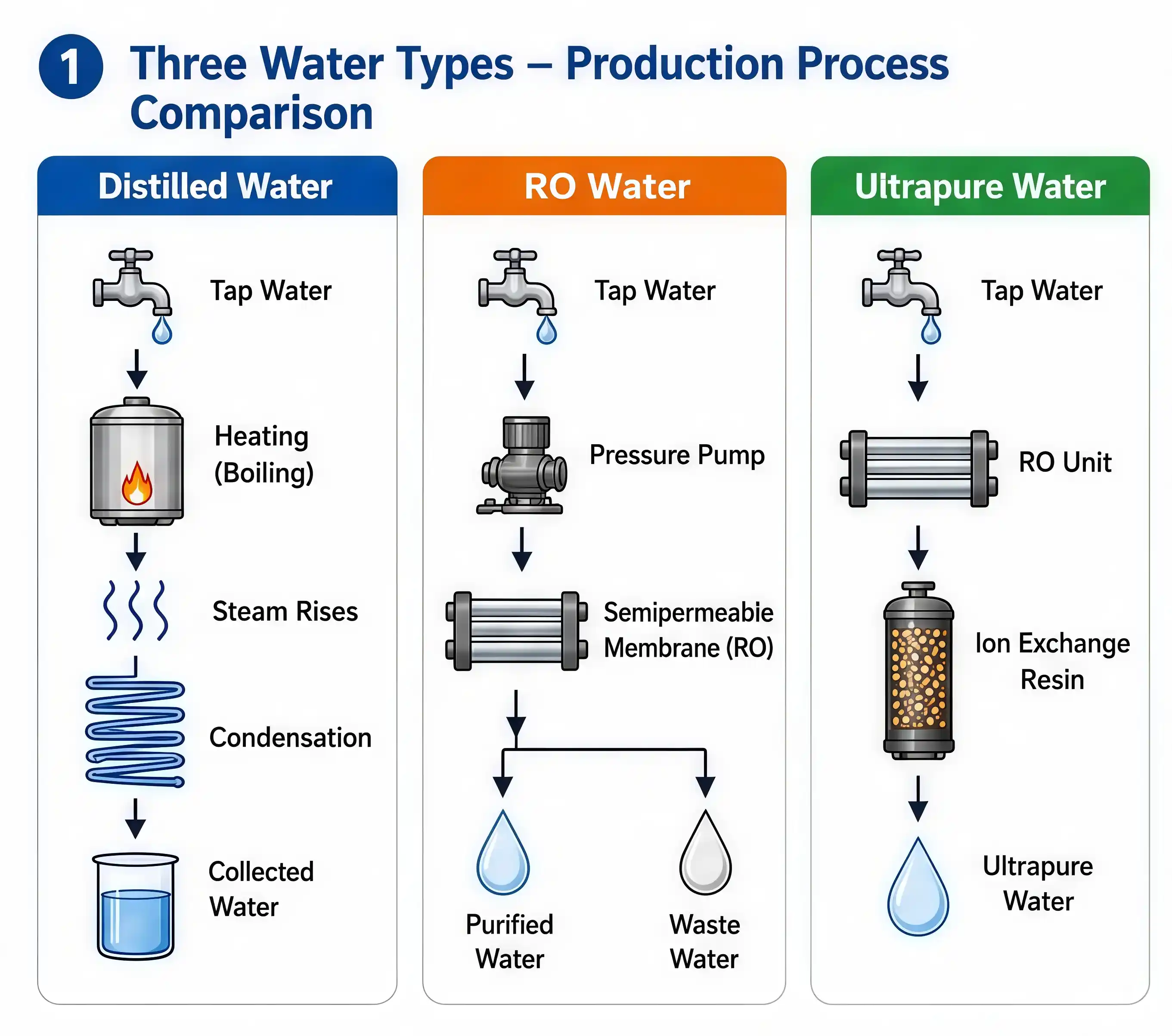
Eau distillée : Chauffage → Vaporisation → Condensation
La distillation est la méthode la plus traditionnelle de production d’eau pure. Le processus est le suivant :
-
L'eau brute (généralement l'eau du robinet) est chauffée jusqu'à ébullition.
-
L'eau se transforme en vapeur, se séparant des substances non volatiles comme les minéraux, les sels et les métaux lourds.
-
La vapeur d'eau est refroidie dans un condenseur et redevient de l'eau liquide.
-
Le liquide collecté est de l’eau distillée.
Point clé : La plupart des solides dissous (par exemple le calcium, le magnésium, le fer, les sulfates) ne se vaporisent pas et sont efficacement éliminés. Cependant, des substances volatiles (par exemple certains composés organiques, l'ammoniac, le dioxyde de carbone) peuvent se vaporiser puis se dissoudre à nouveau dans l'eau condensée.
Risque résiduel : Si l'unité de distillation ne dispose pas d'un piège à gaz volatils, l'eau finie peut contenir des traces de composés organiques volatils.
Pureté typique : Conductivité env. 1-10 µS/cm, TDS env. 0,5 à 5 ppm.
Eau RO : Pressurisation → Filtration sur membrane
L'osmose inverse (RO) est une technologie de séparation par membrane. Le processus est le suivant :
-
L'eau brute est poussée sous pression contre une membrane semi-perméable.
-
La taille des pores de la membrane est d'env. 0,0001 microns (environ un millionième de la largeur d'un cheveu humain).
-
Les molécules d'eau peuvent traverser les pores, tandis que la plupart des ions dissous, des composés organiques, des bactéries et des virus sont rejetés.
-
L’eau qui traverse est de l’eau RO ; l'eau concentrée est évacuée.
Point clé : Les taux de rejet des membranes RO se situent généralement entre 90 et 99 %, selon le type d'ions, le type de membrane, la pression, la température, etc. Le rejet des ions monovalents (par exemple, sodium, chlore) est légèrement inférieur ; le rejet des ions divalents (par exemple, calcium, magnésium) est plus élevé.
Risque résiduel : 1 à 10 % des traces d’ions traverseront toujours la membrane. De très petites molécules organiques peuvent également passer.
Pureté typique : Conductivité env. 5-50 µS/cm, TDS env. 2-25 ppm (selon la qualité de l'eau d'alimentation).
Eau ultra pure : RO + échange d'ions
L’eau ultrapure n’est pas simplement de l’eau RO filtrée à nouveau. Cela implique l’étape cruciale de Échange d'ions .
Comment fonctionne l'échange d'ions :
-
Les billes de résine ont des ions hydrogène échangeables (H⁺) et des ions hydroxyde (OH⁻) sur leurs surfaces.
-
Les cations restant dans l'eau (par exemple Na⁺, Ca²⁺, Mg²⁺) sont remplacés par H⁺.
-
Les anions restant dans l'eau (par exemple Cl⁻, SO₄²⁻, HCO₃⁻) sont remplacés par OH⁻.
-
H⁺ et OH⁻ se combinent pour former des molécules d'eau (H₂O).
Résultat: Presque tous les ions sont éliminés de l’eau.
Résidus : Concentration ionique extrêmement faible, teneur en matières organiques extrêmement faible, nombre de particules extrêmement faible.
Pureté typique : Résistivité de 18,2 MΩ·cm (correspondant à une conductivité d'environ 0,055 µS/cm), TDS < 0,01 ppm.
Question 2 : Quels sont les indicateurs clés de pureté et comment les lire ?
Les clients B2B n'ont pas besoin d'être des experts en traitement de l'eau, mais doivent comprendre trois indicateurs clés.
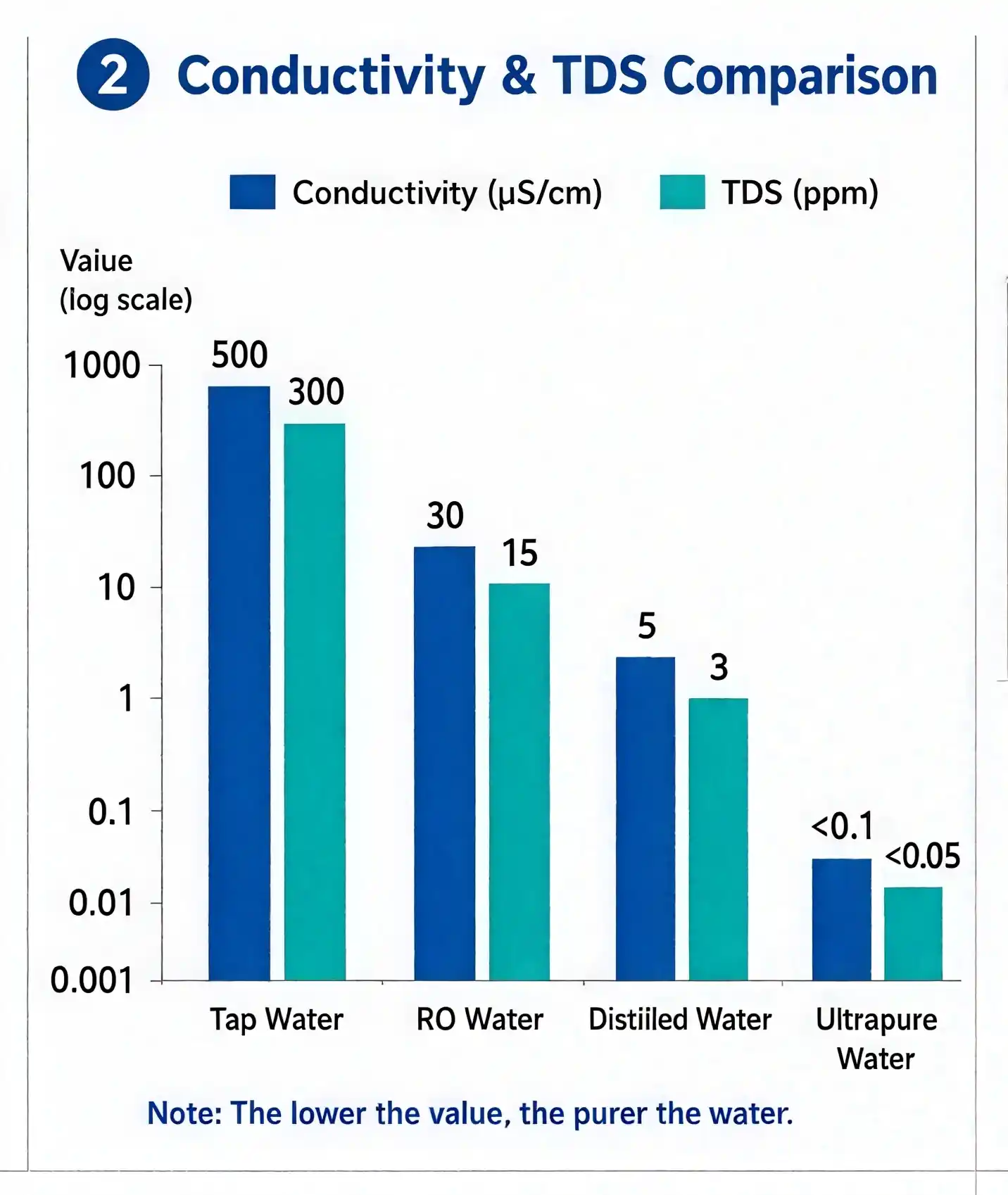
Indicateur 1 : Conductivité (µS/cm)
Définition: Une mesure de la capacité de l’eau à conduire l’électricité. Plus d’ions signifie une conductivité plus élevée.
Unité: Microsiemens par centimètre (µS/cm)
Relation: Conductivité = 1 / Résistivité
Valeurs typiques :
-
Eau du robinet : 300-800 µS/cm
-
Eau RO : 5-50 µS/cm
-
Eau distillée : 1-10 µS/cm
-
Eau ultra pure : < 0,1 µS/cm (les systèmes haut de gamme peuvent atteindre 0,055 µS/cm)
Importance pour les stérilisateurs : La conductivité reflète directement la teneur en ions de l'eau. Les ions forment du tartre à des températures élevées, obstruant les éléments chauffants, réduisant l'efficacité thermique et augmentant finalement la consommation d'énergie et les dommages aux équipements.
Indicateur 2 : Résistivité (MΩ·cm)
Définition: Une mesure de la résistance de l'eau au courant électrique. La résistivité est l'inverse de la conductivité.
Unité: Mégohm-centimètre (MΩ·cm)
Valeurs typiques :
-
Eau du robinet : env. 0,001-0,005 MΩ·cm
-
Eau distillée : 0,1-1 MΩ·cm
-
Limite théorique pour l'eau ultra pure : 18,2 MΩ·cm (à 25°C)
Importance pour les stérilisateurs : Une résistivité plus élevée est meilleure. Pour les stérilisateurs, une résistivité > 1 MΩ·cm (conductivité < 1 µS/cm) est considérée comme excellente.
Indicateur 3 : Total des solides dissous (TDS, ppm)
Définition: Concentration massique totale de solides dissous dans l'eau, généralement exprimée en mg/L, équivalente à ppm.
Unité: ppm (parties par million)
Valeurs typiques :
-
Eau du robinet : 200-500 ppm
-
Eau osmosée : 5 à 50 ppm
-
Eau distillée : 1 à 5 ppm
-
Eau ultrapure : < 0,1 ppm
Importance pour les stérilisateurs : Une eau TDS plus élevée laisse plus de résidus de tartre lors du chauffage. Une règle simple : un TDS inférieur à 10 ppm est généralement sans danger pour les stérilisateurs ; en dessous de 5 ppm, le risque de tartre est très faible ; en dessous de 1 ppm, le tartre est quasiment inexistant.
Tableau de comparaison rapide
| Type d'eau | Conductivité (µS/cm) | Résistivité (MΩ·cm) | TDS (ppm) |
|---|---|---|---|
| Eau du robinet | 300-800 | 0,001-0,003 | 150-400 |
| Eau osmosée | 5-50 | 0,02-0,2 | 2-25 |
| Eau distillée | 1-10 | 0,1-1 | 0,5-5 |
| Eau ultra pure | < 0,1 | > 10 | < 0,05 |
Question 3 : Que se passe-t-il à l’intérieur du stérilisateur avec chaque type d’eau ?
C’est la question centrale. La même eau, lorsqu’elle entre dans le même stérilisateur, produit des résultats complètement différents.
Eau distillée à l'intérieur du stérilisateur
Ce qui se produit:
-
L'eau est chauffée au-dessus de 100°C (peut atteindre 121-134°C sous pression).
-
L'eau s'évapore en vapeur, concentrant les traces d'ions restant dans l'eau.
-
L’eau distillée ayant déjà une très faible teneur en ions, il est difficile pour le concentré d’atteindre les points de saturation et de cristallisation.
-
Par conséquent, le tartre ne se forme pratiquement pas.
Effets à long terme :
-
Les surfaces des éléments chauffants restent généralement propres.
-
L'efficacité de l'échange thermique reste normale.
-
La consommation d'énergie n'augmente pas avec le temps.
-
Aucun dépôt ne se forme à l’intérieur de la chambre du stérilisateur.
-
La durée de vie de l'équipement se rapproche des valeurs de conception théoriques.
Cas particulier : Si l’unité de distillation ne dispose pas d’un piège, l’eau peut contenir des traces de matières organiques volatiles. À haute température, ceux-ci peuvent se décomposer, produisant potentiellement des acides qui provoquent une corrosion extrêmement lente de la chambre. Pour la plupart des scénarios B2B, cet effet met de nombreuses années à se manifester.
Eau RO à l'intérieur du stérilisateur
Ce qui se produit:
-
L'eau contient encore 5 à 50 ppm de solides dissous.
-
À mesure que l’eau s’évapore continuellement, la concentration en ions augmente rapidement.
-
Lorsque la concentration dépasse la limite de solubilité de certains sels (par exemple le carbonate de calcium, le sulfate de calcium), ils cristallisent et précipitent.
-
Ces cristaux adhèrent aux surfaces des éléments chauffants et aux parois de la chambre, formant du tartre.
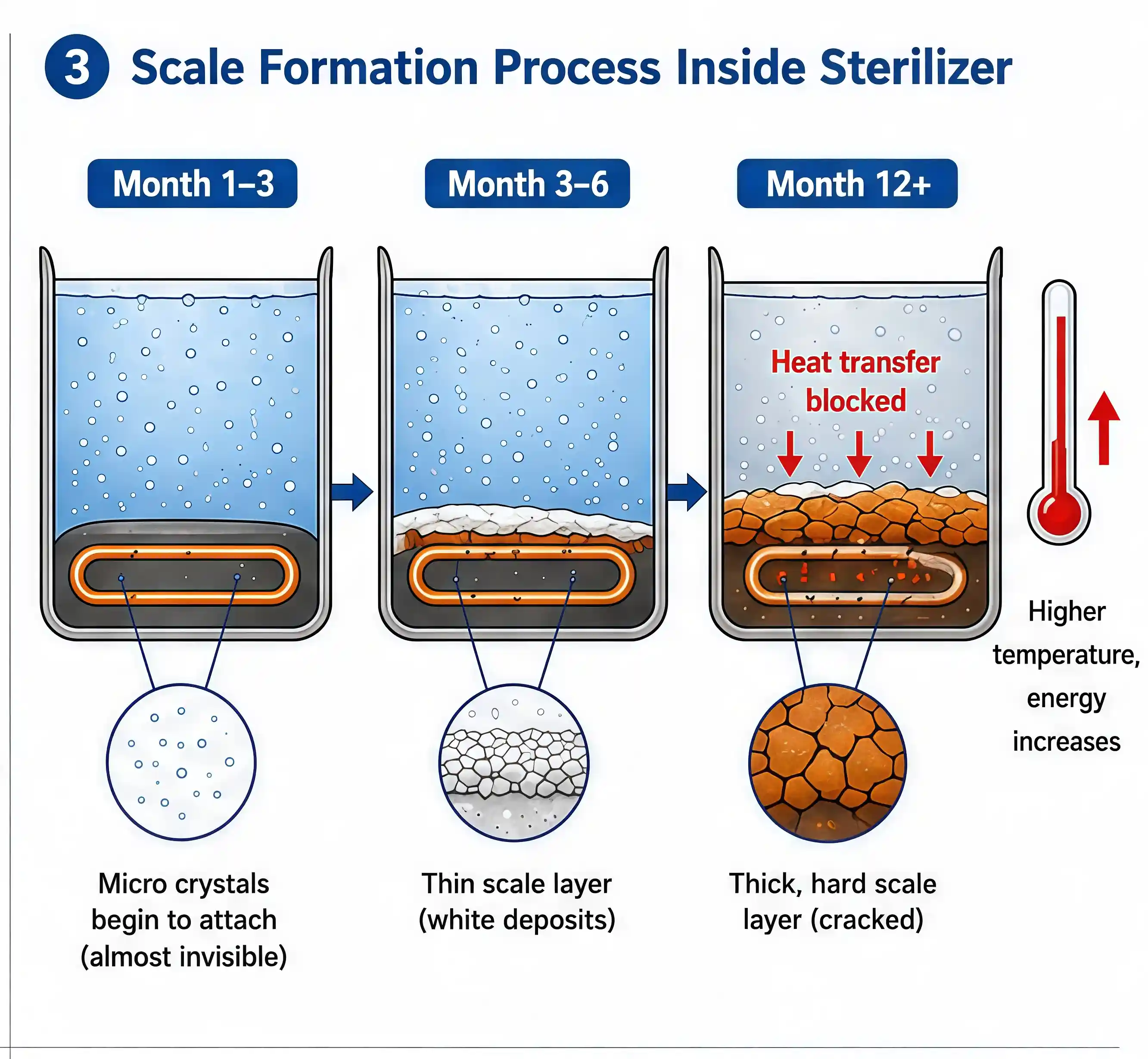
Processus de croissance à grande échelle :
-
Mois 1-3 : Des cristaux microscopiques et invisibles commencent à se former.
-
Mois 3-6 : Une fine couche blanche apparaît sur les éléments chauffants.
-
Mois 6-12 : L'échelle devient visible ; l'efficacité thermique commence à décliner.
-
Après 12 mois : La couche de tartre s'épaissit ; la consommation d'énergie augmente considérablement; le risque de surchauffe localisée de l’élément chauffant augmente.
Effets à long terme :
-
Éléments chauffants recouverts de tartre, réduisant l'efficacité du transfert de chaleur.
-
Les éléments chauffants fonctionnent plus longtemps pour atteindre la température réglée, augmentant ainsi la consommation d'énergie.
-
Une surchauffe localisée peut griller les éléments chauffants.
-
Les flocons de tartre peuvent bloquer les vannes ou les conduites de vidange.
-
Nécessite un détartrage chimique périodique (nettoyage acide).
Fait clé : L'eau osmosée n'est pas un simple binaire « utilisable » ou « non utilisable ». C'est une question de « taux d'accumulation de tartre ». L'eau avec une conductivité de 10 µS/cm évolue beaucoup plus lentement que l'eau à 50 µS/cm. Mais tant que les ions restent, l'échelle volonté formulaire; c'est juste une question de temps.
Eau ultra pure à l'intérieur du stérilisateur
Ce qui se produit:
-
L'eau a une teneur en ions extrêmement faible (conductivité < 0,1 µS/cm).
-
Même avec une évaporation continue, les ions traces ont du mal à atteindre la concentration de saturation.
-
Par conséquent, les processus de nucléation et de croissance à grande échelle ne se produisent presque jamais.
Un autre processus simultané :
-
L'eau ultrapure a de fortes capacités de dissolution.
-
S’il existe du tartre ancien à l’intérieur du stérilisateur, l’eau ultrapure peut dissoudre lentement ces dépôts.
-
C’est pourquoi les utilisateurs passant de l’eau osmosée à l’eau ultra pure peuvent initialement voir des traces de matière blanche dans le drain – le vieux tartre étant dissous et expulsé.
Effets à long terme :
-
Les éléments chauffants restent à l'état neuf.
-
L'efficacité thermique reste constante.
-
Aucun détartrage chimique requis.
-
Aucun blocage de tartre des vannes ou des conduites de vidange.
-
L’intérieur du stérilisateur est largement protégé des dommages liés à la qualité de l’eau.
Une remarque importante : L'eau ultrapure n'est pas « inerte ». Sa faible concentration en ions lui confère un potentiel corrosif élevé – non pas une corrosion uniforme de l’acier inoxydable, mais une sensibilité aux traces d’impuretés comme le chlorure dans des conditions spécifiques. Cependant, cet impact est minime dans les applications pratiques, à condition que le système d'eau utilise des matériaux appropriés et soit correctement entretenu.
Question 4 : Techniquement, comment le tartre endommage-t-il les stérilisateurs ?
Comprendre le mécanisme de dommage du tartre est essentiel pour comprendre pourquoi le problème de l’eau osmosée n’est pas un « peut-être » mais une « certitude ».
Chimie de la formation de tartre
Le composant calcaire le plus courant à l’intérieur des stérilisateurs est Carbonate de calcium (CaCO₃). Il se forme ainsi :
-
L'eau contient du bicarbonate de calcium soluble (Ca(HCO₃)₂).
-
La chaleur provoque une réaction chimique : Ca(HCO₃)₂ + Chaleur → CaCO₃↓ + CO₂↑ + H₂O
-
Le CaCO₃ (carbonate de calcium) est insoluble dans l'eau et précipite hors de la solution.
-
Le solide précipité adhère à la surface de l’élément chauffant.
Autres composants courants de la balance :
-
Sulfate de calcium (CaSO₄) : Plus difficile à éliminer que le carbonate.
-
Silicates (SiO₂) : Élimination chimique extrêmement dure et difficile.
-
Oxydes de fer/manganèse : Dépôts brun rougeâtre.
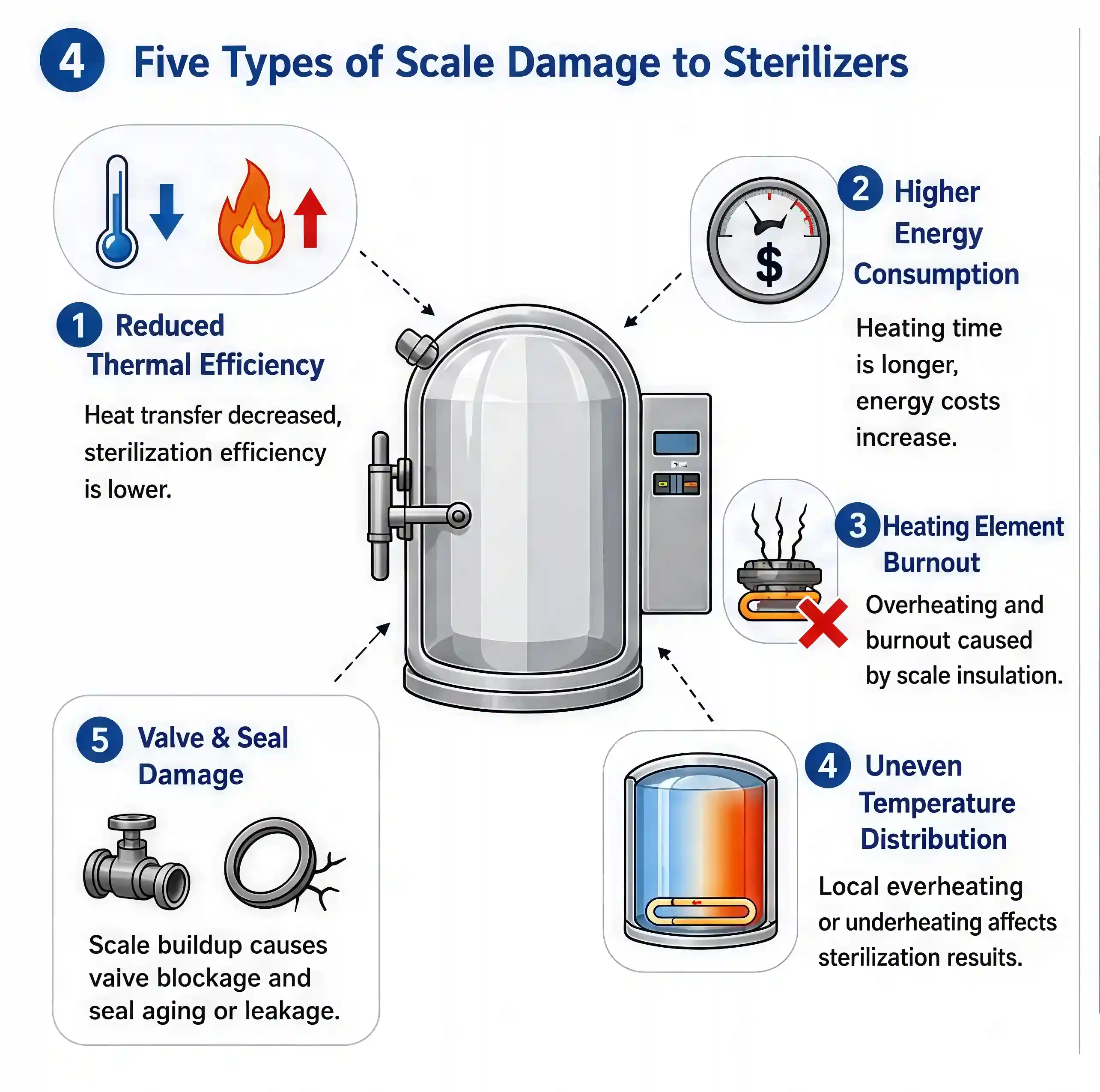
Cinq types de dommages causés par le tartre aux stérilisateurs
Dommage 1 : efficacité thermique réduite
Le tartre a une conductivité thermique bien inférieure à celle du métal. Valeurs typiques :
-
Conductivité thermique de l'acier inoxydable : env. 15 W/(m·K)
-
Conductivité thermique du tartre de carbonate de calcium : env. 2 W/(m·K)
Une couche de calamine de 1 mm d'épaisseur a une résistance thermique équivalente à l'ajout d'environ 7,5 mm d'acier inoxydable. Pour atteindre la température cible de la chambre (par exemple 121 °C), l'élément chauffant lui-même doit devenir beaucoup plus chaud.
Dommage 2 : augmentation de la consommation d’énergie
Le transfert de chaleur étant bloqué, l’élément chauffant doit fonctionner plus longtemps. Les données expérimentales montrent :
-
Couche d'échelle de 0,5 mm : augmentation d'énergie d'env. 10-15%
-
Couche d'échelle de 1 mm : augmentation d'énergie d'env. 20-30%
-
Couche d'échelle de 2 mm : l'augmentation d'énergie peut atteindre 40 à 50 %
Pour un stérilisateur fonctionnant 2 000 heures par an, l’augmentation annuelle du coût de l’électricité pourrait à elle seule atteindre des milliers de dollars.
Dommage 3 : surchauffe et épuisement de l'élément chauffant
Il s’agit de la panne d’équipement la plus directe. La chaleur à l'intérieur de l'élément ne peut pas être transférée efficacement à l'eau (bloquée par le tartre), ce qui entraîne une augmentation continue de la température de la surface de l'élément. Lorsque la température dépasse la tolérance du matériau de l'élément :
-
La gaine de l'élément (généralement en Incoloy ou en acier inoxydable) peut fondre ou se fissurer localement.
-
Le fil de résistance interne grille.
-
L'élément chauffant est détruit.
Ces dommages sont irréparables et nécessitent le remplacement complet de l'ensemble chauffant.
Dommage 4 : Non-uniformité de la température entraînant un échec de la stérilisation
Détartrer les dépôts de manière inégale. Certaines zones présentent des écailles épaisses, d'autres minces, conduisant à :
-
Répartition non uniforme de la température à l'intérieur de la chambre de stérilisation.
-
Certains endroits peuvent ne pas atteindre la température de stérilisation.
-
D'autres endroits peuvent devenir trop chauds.
-
Impact direct sur la fiabilité du processus de stérilisation.
Pour les environnements nécessitant une validation stricte de la stérilisation (produits pharmaceutiques, dispositifs médicaux, laboratoires), il s'agit d'un risque inacceptable.
Dommage 5 : Dommages au joint et à la valve
Le tartre ne se dépose pas seulement sur les éléments chauffants. Il peut également se former sur les vannes de vidange, les surfaces d’étanchéité, les sondes des capteurs de température, entraînant :
-
Vannes collantes ou mauvaise fermeture.
-
Usure accélérée des joints.
-
Réponse lente du capteur ou lectures dérivées.
Individuellement, ces problèmes semblent mineurs, mais collectivement, ils augmentent considérablement la charge de travail de maintenance.
Question 5 : Quels sont les résidus de chaque type d’eau ? Leur impact sur les stérilisateurs est-il le même ?
L'eau produite par différents processus a des caractéristiques différentes genres de résidus, pas seulement différents montants .
Résidus d’eau distillée
| Type résiduel | Source | Commun? | Impact sur le stérilisateur |
|---|---|---|---|
| Matières organiques volatiles | Matières organiques dans l'eau d'alimentation qui se vaporisent | Cela dépend de l'équipement | Se décompose à haute température, corrosion très lente |
| Dioxyde de carbone | CO₂ dissous | Presque toujours présent | Abaisse le pH, impact très faible |
| Ions traces | Transfert de brouillard | Petite quantité, négligeable avec un bon équipement | Négligeable |
Évaluation globale : L'eau distillée contient peu de types de résidus et de faibles concentrations, ce qui rend son impact sur les stérilisateurs parmi les plus faibles.
Résidus d’eau RO
| Type résiduel | Source | Commun? | Impact sur le stérilisateur |
|---|---|---|---|
| Ions calcium et magnésium | Ions traversant la membrane RO | Presque toujours présent | Forme échelle CaCO₃/CaSO₄, facteur destructeur primaire |
| Ions chlorure | Passage Cl⁻ | Dépend de l'eau d'alimentation | Favoriser la fissuration par corrosion sous contrainte à haute température |
| Silicates | Passage de SiO₂ | Commun | Forme un tartre extrêmement dur, difficile à enlever |
| Traces de produits organiques | Molécules plus petites que les pores de la membrane | Petites quantités | Peut carboniser à haute température |
| Sulfate | Passage de SO₄²⁻ | Commun | Former du tartre insoluble avec le calcium |
Évaluation globale : L’eau osmosée contient de nombreux types de résidus qui sont des sources directes de tartre. C’est le plus gros problème lié à l’utilisation de l’eau RO dans les applications de stérilisation.
Résidus d’eau ultra pure
| Type résiduel | Source | Commun? | Impact sur le stérilisateur |
|---|---|---|---|
| Ions très traces | Saturation de la résine ou baisse des performances | Très faible avec un bon entretien | Presque aucun impact |
| Très trace de COT | Lessivage de résine ou contamination du système | Très faible avec un bon entretien | Presque aucun impact |
| Métabolites microbiens | Croissance bactérienne dans les canalisations | Possible avec une mauvaise conception du système | Endotoxines potentielles |
Évaluation globale : L’eau ultrapure ne contient en théorie pratiquement aucun résidu. Dans la pratique, le risque principal n’est pas l’eau elle-même, mais la contamination secondaire provenant des canalisations de distribution.
Question 6 : « L’eau RO fonctionne, n’est-ce pas ? » Pourquoi tant de clients B2B l’utilisent-ils ?
C'est une question pratique. De nombreux clients B2B utilisent en effet de l’eau osmosée pour leurs stérilisateurs sans connaître de pannes majeures à court terme. Pourquoi?
Pourquoi est-il invisible à court terme ?
-
Taux d’accumulation de tartre lent : Pour une eau osmosée de haute qualité avec un TDS < 10 ppm, le taux d’accumulation de tartre est d’environ quelques fractions de millimètre par millier d’heures. Si le stérilisateur est utilisé peu fréquemment (par exemple quelques fois par semaine), la couche de tartre peut être inférieure à 0,2 mm après un an et être invisible à l'œil nu.
-
Redondance des éléments chauffants : La plupart des stérilisateurs ont une marge de sécurité de conception ; de légères pertes d'efficacité à une échelle mineure ne sont pas évidentes.
-
Le détartrage masque le problème : Si un utilisateur effectue un détartrage mensuel, le tartre est rapidement supprimé, résolvant temporairement le problème. Mais ce détartrage en soi constitue un coût de maintenance.
Pourquoi des problèmes apparaîtront-ils définitivement à long terme ?
-
Effet d'accumulation : Même si chaque détartrage élimine 95 % du tartre, les 5 % restants s'accumulent et finissent par former une couche de dépôt tenace.
-
Le détartrage lui-même provoque des dommages : Les détartrants chimiques (généralement acides) corrodent également lentement les surfaces métalliques et les joints tout en éliminant le tartre. Un stérilisateur fréquemment détartré n’aura peut-être pas beaucoup de tartre, mais ses joints vieilliront plus rapidement.
-
Les performances de la membrane RO diminuent : Une nouvelle membrane RO pourrait produire de l’eau avec un TDS inférieur à 5 ppm ; après un an, le TDS peut atteindre 20 à 30 ppm. Le taux de mise à l’échelle s’accélère en conséquence.
Une analogie
Utiliser de l’eau osmosée pour un stérilisateur, c’est comme utiliser de l’huile minérale conventionnelle dans une voiture sans jamais effectuer d’entretien. Vous ne ressentirez peut-être pas la différence au cours des premiers milliers de kilomètres, mais après des dizaines de milliers de kilomètres, les dépôts de carbone internes et l'usure deviennent apparents.
L'eau osmosée est une solution « utilisable à la rigueur », mais pas la « solution préférée pour un fonctionnement stable à long terme ».
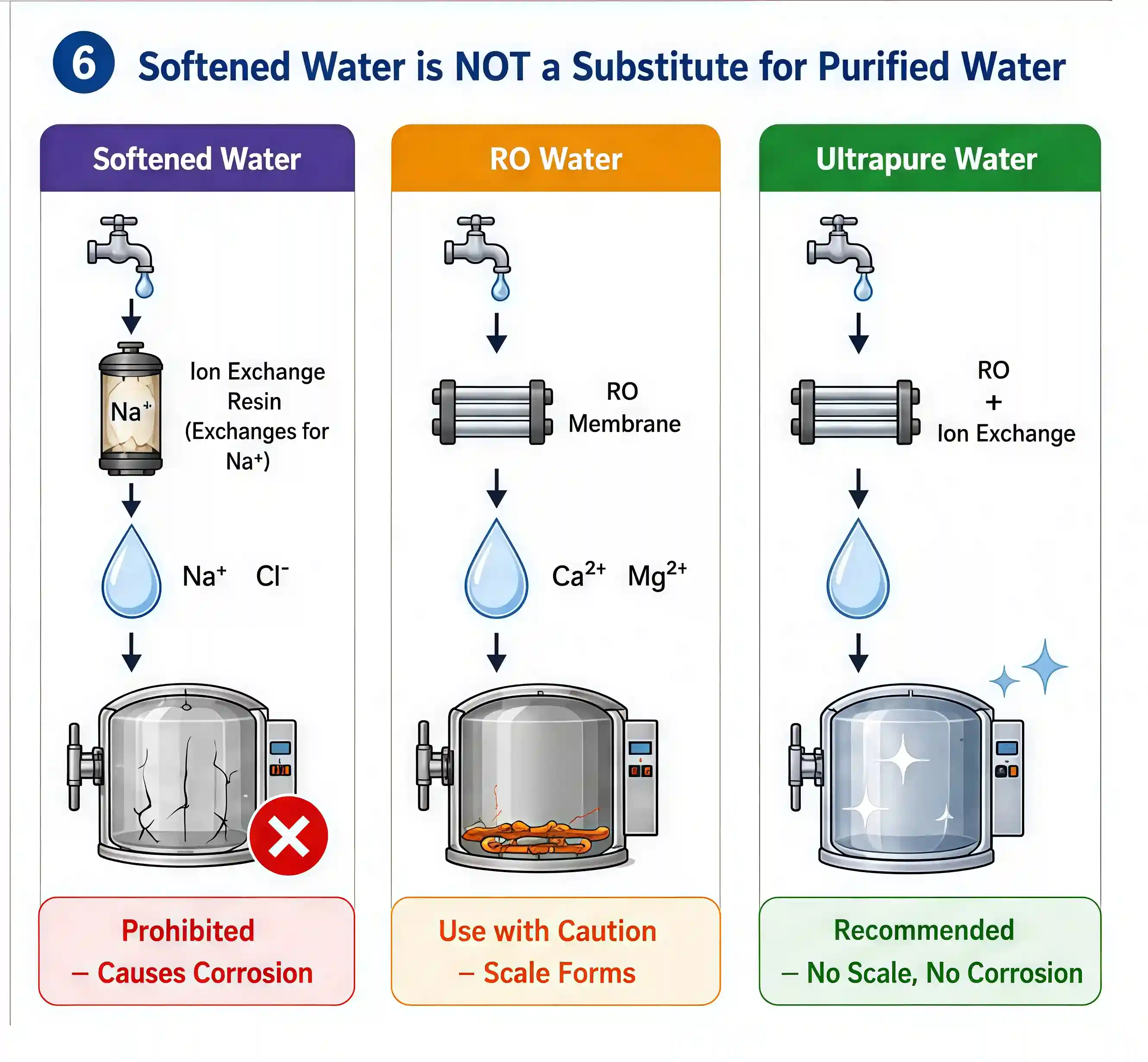
Question 7 : Pourquoi l’eau physiquement adoucie est-elle explicitement interdite ? En quoi est-elle différente de l’eau RO ?
Cela nécessite une explication distincte, car beaucoup de gens confondent les deux.
Eau physiquement adoucie ≠ Eau RO
| Dimension | Eau physiquement adoucie | Eau osmosée |
|---|---|---|
| Processus | Échange d'ions (Na⁺ remplace Ca²⁺/Mg²⁺) | Filtration membranaire |
| Changement TDS | Presque inchangé | Considérablement réduit |
| Changement de type d'ions | Calcium/Magnésium → Sodium | Toutes les concentrations d'ions réduites |
| Changement de conductivité | Inchangé ou légèrement augmenté | Considérablement réduit |
Pourquoi l’eau adoucie est-elle nocive pour les stérilisateurs ?
Raison 1 : TDS n'est pas réduit.
Le ramollissement remplace simplement les principaux ions formant du tartre (calcium, magnésium) par un autre ion (sodium). La charge totale de solides dissous reste presque inchangée. Lorsqu'ils sont chauffés, même si du tartre insoluble ne peut pas se former, les ions sodium et chlorure sont présents ensemble.
Raison 2 : Corrosion synergique des ions chlorure et sodium.
Dans un environnement humide à haute température, haute pression, les ions chlorure (Cl⁻) sont le principal inducteur de fissuration par corrosion sous contrainte dans l'acier inoxydable. La présence d’ions sodium exacerbe encore cet effet corrosif. Spécifiquement:
-
Aux points de fortes contraintes (soudures, coudes)
-
Dans des conditions de température élevée (>100°C)
-
Les ions chlorure et sodium provoquent ensemble la rupture de la couche d’oxyde protectrice de l’acier inoxydable.
-
Les fissures naissent à la surface et se propagent vers l’intérieur, conduisant potentiellement à des fissures à travers les murs.
Raison 3 : un exemple typique du monde réel.
Une entreprise biopharmaceutique a utilisé un adoucisseur échangeur d'ions pour fournir son stérilisateur. Après environ deux ans de fonctionnement, des fissures visibles sont apparues près du drain de fond de la chambre. L'analyse de l'équipementier a confirmé la fissuration par corrosion sous contrainte induite par les chlorures. La solution : un remplacement complet de la chambre, coûtant plus de 50 000 $ et deux semaines d'arrêt.
Position explicite des fabricants de stérilisateurs
La vérification des manuels techniques des principaux fabricants de stérilisateurs (par exemple Tuttnauer, Getinge, Steris, Hirayama) révèle une déclaration claire :
N'utilisez pas d'eau adoucie.
L'eau adoucie peut provoquer de la corrosion et endommager la chambre.
Il ne s'agit pas d'une recommandation ; c'est une exigence. Les dommages causés par l’eau adoucie ne sont généralement pas couverts par la garantie.
Question 8 : Eau distillée ou eau ultrapure : laquelle est la meilleure pour les stérilisateurs ?
Cela nécessite une discussion au cas par cas.
Du point de vue de la pureté
L'eau ultrapure est plus pure. Cela ne prête pas à controverse.
L'utilisation d'eau ultra pure supprime efficacement les « facteurs de qualité de l'eau » de la liste de contrôle de maintenance de l'équipement. Pas de tartre, pas de risque de corrosion (à condition que le système soit bien conçu), pas de résidu ionique.
D'un point de vue pratique
Pour la grande majorité des applications de stérilisateur, la pureté de l’eau distillée est déjà suffisante. Un stérilisateur n’est pas un outil de nettoyage de semi-conducteurs ; il n'a pas besoin de l'extrême pureté de 18,2 MΩ·cm. Avec une eau ayant une conductivité inférieure à 5 µS/cm, le tartre est extrêmement limité.
La différence fondamentale n’est pas « le bon ou le mauvais », mais « l’adéquation ».
| Dimension | Eau distillée | Eau ultra pure |
|---|---|---|
| Niveau de pureté | Haut | Extrêmement élevé |
| Risque d'échelle | Très faible | Presque zéro |
| Coût énergétique | Élevé (production à forte intensité énergétique) | Faible |
| Entretien des équipements | Simple | Nécessite un remplacement périodique de la résine |
| Échelle appropriée | Petit à moyen | Moyen à grand |
| Meilleur cas d'utilisation | Unité unique, utilisation peu fréquente | Plusieurs unités, fonctionnement 24h/24 et 7j/7 |
Une conclusion objective
-
Si on lui demande « qu’est-ce qui est le plus pur ? » : L’eau ultrapure.
-
Si on lui demande « lequel est le meilleur pour le stérilisateur ? » : les deux sont très bons ; la différence est faible dans la pratique.
-
Si on lui demande « qu'est-ce qui est globalement le plus adapté au B2B ? » : cela dépend de l'échelle, du budget et du modèle opérationnel.
Le principal avantage de l’eau ultra pure n’est pas qu’elle soit « plus pure que l’eau distillée » (même si elle l’est), mais son « coût de fonctionnement (énergie) inférieur ». Le principal avantage de l’eau distillée est « une technologie plus simple et fiable ».
Question 9 : Après avoir choisi la bonne source d'eau, à quoi devez-vous faire attention lors de l'utilisation et de l'entretien quotidiens ?
Après avoir sélectionné la bonne source d’eau, l’utilisation quotidienne et l’entretien régulier sont tout aussi importants. Même en utilisant de l’eau ultra pure, vous ne pouvez pas ignorer complètement la gestion du stérilisateur lui-même. Voici trois règles de base que les clients B2B doivent suivre.
1. Suivez les directives du fabricant
Respectez toujours les recommandations du manuel du fabricant du stérilisateur, en vous assurant que les spécifications de l'eau répondent à leurs exigences.
Les différentes marques et modèles de stérilisateurs peuvent présenter de légères différences dans leurs exigences spécifiques en matière de qualité de l'eau entrante. Certains fabricants exigent explicitement une conductivité inférieure à 5 µS/cm, tandis que d'autres exigent une conductivité inférieure à 1 µS/cm. Ces paramètres doivent être confirmés lors de la phase d'approvisionnement et inscrits dans les procédures opérationnelles standard (SOP) de l'équipement.
De plus, si le stérilisateur est endommagé en raison d'une qualité d'eau inférieure aux normes, la garantie du fabricant est généralement annulée. Il s’agit du risque le plus facilement négligé pour les clients B2B.
2. Eau dédiée à un usage dédié
Utilisez des récipients dédiés et propres pour l'eau de stérilisation et éviter absolument mélanger différents types d'eau (par exemple, ajouter de l'eau du robinet à de l'eau pure).
Les problèmes courants liés à l’exploitation et à la maintenance réelles comprennent :
-
Utiliser le même seau pour contenir alternativement l’eau osmosée et l’eau du robinet.
-
Ajouter une petite quantité d’eau du robinet dans un seau d’eau ultra pure comme mesure « d’urgence ».
-
Utiliser des tuyaux ou des récipients sales pour transférer l’eau.
Ces opérations compromettent directement la pureté déjà atteinte. Une infime quantité d’eau du robinet, avec ses ions, peut rapidement contaminer tout un récipient d’eau pure. Une fois contaminé, la conductivité de ce récipient d’eau pourrait passer de moins de 1 µS/cm à plusieurs centaines de µS/cm, le ramenant ainsi au niveau de l’eau du robinet.
Pour les clients B2B, il est recommandé de :
-
Désignez des conteneurs dédiés à l’approvisionnement en eau de stérilisation avec un étiquetage clair.
-
Établir une procédure de remplissage d'eau qui sera exécutée par le personnel désigné.
-
Testez périodiquement la conductivité de l’eau stockée et tenez un journal.
3. Nettoyage régulier
Même en utilisant de l'eau ultra pure, vous il est toujours nécessaire d'effectuer un détartrage régulier conformément au manuel d'utilisation du stérilisateur pour garantir des performances stables et optimales à long terme.
C’est le point de malentendu le plus courant. De nombreux utilisateurs pensent : « Utiliser de l'eau ultra pure signifie plus de détartrage ». C'est incorrect. Les raisons sont les suivantes :
-
L’eau ultrapure réduit considérablement le taux de formation de tartre, mais elle ne peut pas éliminer à 100 % tous les risques de dépôt. Les traces de poussières présentes dans l'air ou les traces de contaminants apportés par les conteneurs peuvent encore conduire à un dépôt extrêmement mince sur des périodes prolongées.
-
Le vieillissement des autres composants du stérilisateur (tels que les joints, les vannes de vidange, les capteurs de température) est indépendant de la qualité de l'eau et nécessite une inspection périodique.
-
Même sans tartre, exécuter périodiquement un programme de détartrage peut aider à nettoyer les biofilms et les résidus de la tuyauterie.
Lors de l'utilisation d'eau ultra pure, la fréquence de détartrage peut être réduite de « mensuelle » à « semestrielle » ou « annuelle » (suivre le manuel du fabricant pour plus de détails), mais elle ne peut pas être complètement éliminée.
Un tableau récapitulatif : Exigences d’entretien pour différentes sources d’eau
| Article d'entretien | Utiliser de l'eau distillée | Utiliser de l'eau osmosée | Utiliser de l'eau ultra pure |
|---|---|---|---|
| Fréquence des tests de conductivité/TDS | Mensuel | Mensuel | Mensuel |
| Fréquence de détartrage chimique | Annuellement | Tous les 3 à 6 mois | Annuellement (ou par fabricant) |
| Vérifier les joints/vannes | Trimestriel | Trimestriel | Trimestriel |
| Nettoyage des conteneurs de stockage | Mensuel | Mensuel | Mensuel |
| Journal de qualité de l'eau requis ? | Recommandé | Obligatoire (en raison de l'instabilité du RO) | Recommandé |
Résumé en une phrase
Choisir la bonne source d’eau est la première étape ; une utilisation et un entretien quotidiens standardisés garantissent un fonctionnement stable à long terme.
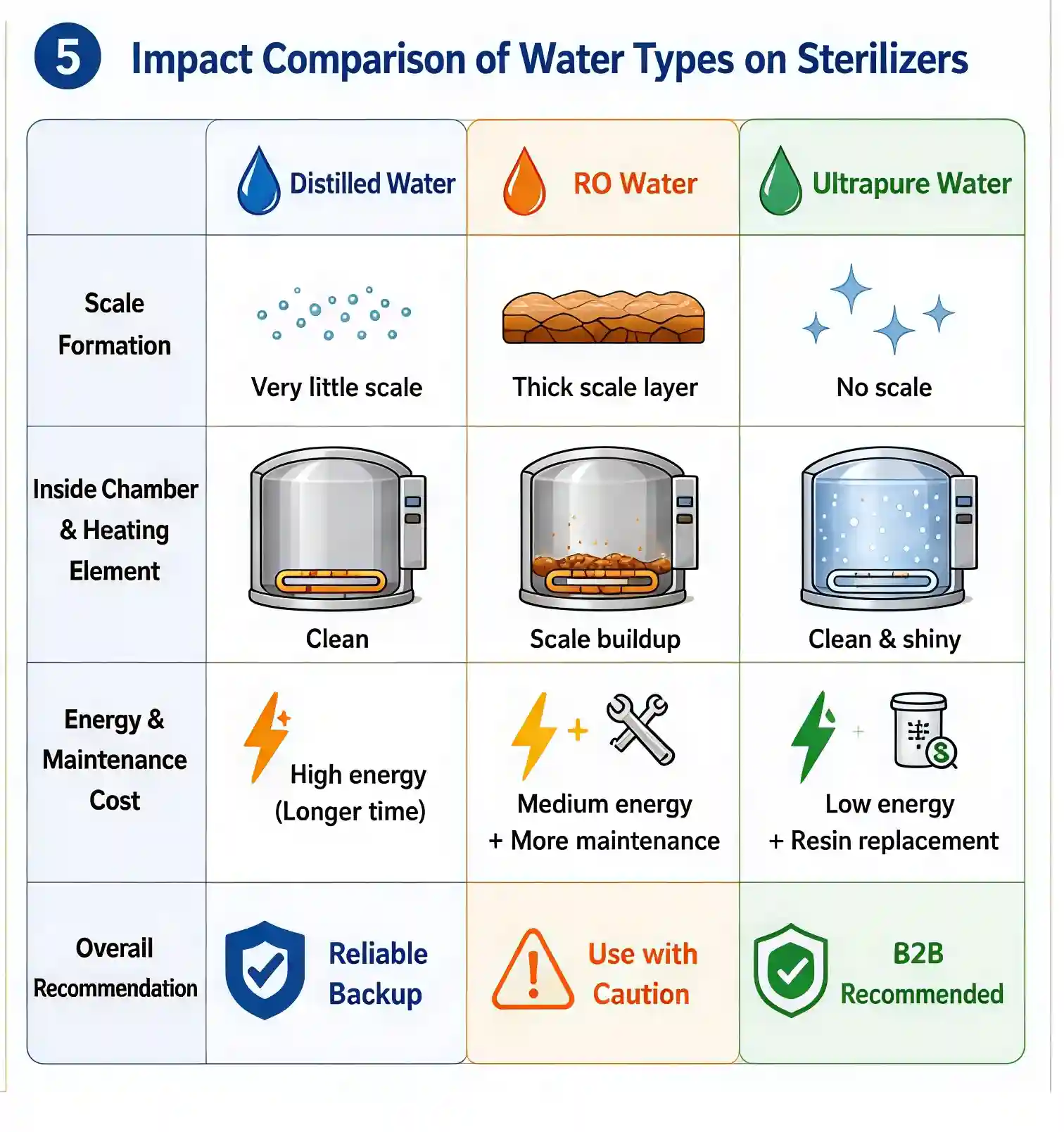
Tableau de comparaison rapide : différences fondamentales entre les trois types d’eau
| Dimension de comparaison | Eau distillée | Eau osmosée | Eau ultra pure |
|---|---|---|---|
| Principe de production | Évaporation, puis condensation | Filtration membranaire | RO + échange d'ions |
| Conductivité (µS/cm) | 1-10 | 5-50 | < 0,1 |
| Types résiduels | Volatils, faible concentration. ions | Ions multiples, matières organiques | Ions traces |
| Formation d'échelle | Très lent | Formation continue | Presque aucun |
| Détartrage nécessaire ? | Rarement nécessaire | Périodiquement nécessaire | Pas nécessaire |
| Risque de corrosion | Très faible | Moyen | Très faible |
| Impact sur la durée de vie des équipements | Optimal | Limité au début par l’échelle | Optimal |
| Rétention de l’efficacité énergétique | Stable à long terme | Diminue avec le temps | Stable à long terme |
Résumé
Pour les clients B2B, comprendre ces différences essentielles est essentiel pour savoir, lors du choix d’une solution : quel effet cela aura sur votre stérilisateur, quels coûts cela entraînera et où se situent les risques cachés.
Fabricants spécialisés d’équipements de traitement de l’eau, tels que INTOPAQUA , peut fournir aux clients B2B des solutions techniques complètes pour l'eau d'alimentation des stérilisateurs, les aidant à sélectionner le processus de traitement de l'eau le plus approprié en fonction de la configuration spécifique de leur équipement, de leur consommation d'eau et de leur modèle opérationnel, garantissant ainsi le fonctionnement stable à long terme de leurs stérilisateurs depuis la source.