In B2B environments, sterilizers are core equipment in laboratories, pharmaceutical workshops, and hospital CSSDs. Their stable operation is directly tied to business continuity. Water quality is the most hidden and easily underestimated influencing factor.
Many assume any "clean water" will do, but fundamental differences exist between distilled, RO, and ultrapure water. These differences ultimately translate into scale, corrosion, energy consumption, maintenance frequency, and downtime.
Below, we break down the differences between these three water types, from technical principles to practical impacts.
Question 1: How are distilled, RO, and ultrapure water produced?
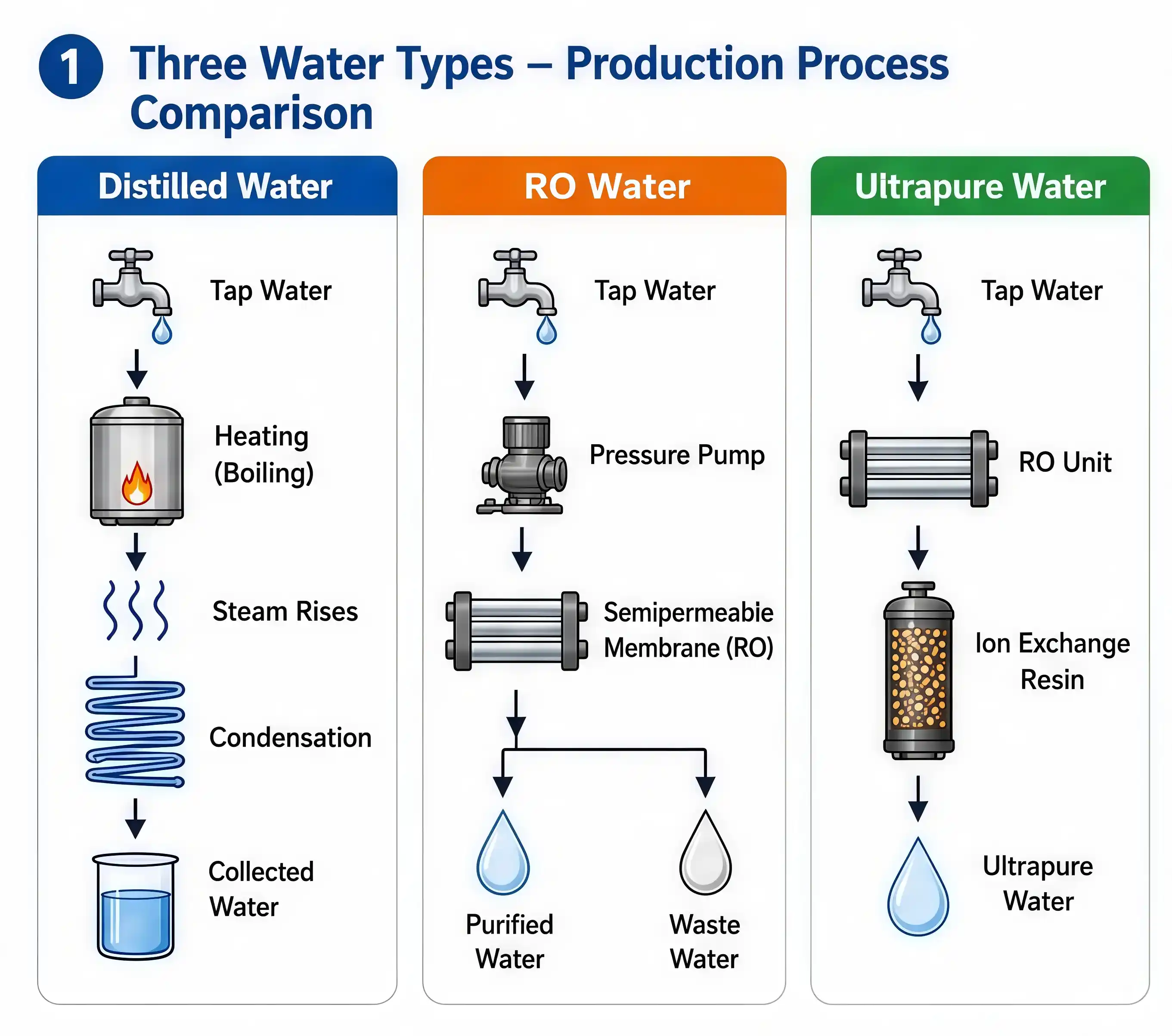
To understand their differences, you must first understand their production principles. Different processes determine the type and quantity of residual substances in the water.
Distilled Water: Heating → Vaporization → Condensation
Distillation is the most traditional method of producing pure water. The process is as follows:
-
Raw water (typically tap water) is heated to boiling.
-
Water turns into vapor, separating from non-volatile substances like minerals, salts, and heavy metals.
-
The water vapor is cooled in a condenser, turning back into liquid water.
-
The collected liquid is distilled water.
Key Point: Most dissolved solids (e.g., calcium, magnesium, iron, sulfates) do not vaporize and are effectively removed. However, volatile substances (e.g., certain organic compounds, ammonia, carbon dioxide) can vaporize and then re-dissolve in the condensed water.
Residual Risk: If the distillation unit lacks a volatile gas trap, the finished water may contain trace volatile organic compounds.
Typical Purity: Conductivity approx. 1-10 µS/cm, TDS approx. 0.5-5 ppm.
RO Water: Pressurization → Membrane Filtration
Reverse Osmosis (RO) is a membrane separation technology. The process is as follows:
-
Raw water is pushed against a semi-permeable membrane under pressure.
-
The membrane pore size is approx. 0.0001 microns (about one-millionth the width of a human hair).
-
Water molecules can pass through the pores, while most dissolved ions, organic compounds, bacteria, and viruses are rejected.
-
The water that passes through is RO water; the concentrated water is drained away.
Key Point: RO membrane rejection rates are typically between 90-99%, depending on the ion type, membrane type, pressure, temperature, etc. Rejection of monovalent ions (e.g., sodium, chlorine) is slightly lower; rejection of divalent ions (e.g., calcium, magnesium) is higher.
Residual Risk: 1-10% of trace ions will always pass through the membrane. Also, very small organic molecules may pass through.
Typical Purity: Conductivity approx. 5-50 µS/cm, TDS approx. 2-25 ppm (depending on feed water quality).
Ultrapure Water: RO + Ion Exchange
Ultrapure water is not simply RO water filtered once more. It involves the crucial step of Ion Exchange.
How Ion Exchange Works:
-
Resin beads have exchangeable hydrogen ions (H⁺) and hydroxide ions (OH⁻) on their surfaces.
-
Cations remaining in the water (e.g., Na⁺, Ca²⁺, Mg²⁺) are replaced by H⁺.
-
Anions remaining in the water (e.g., Cl⁻, SO₄²⁻, HCO₃⁻) are replaced by OH⁻.
-
H⁺ and OH⁻ combine to form water molecules (H₂O).
Result: Almost all ions are removed from the water.
Residuals: Extremely low ion concentration, extremely low organic content, extremely low particle count.
Typical Purity: Resistivity of 18.2 MΩ·cm (corresponding to conductivity approx. 0.055 µS/cm), TDS < 0.01 ppm.
Question 2: What are the key purity indicators and how to read them?
B2B clients don't need to be water treatment experts but should understand three core indicators.
Indicator 1: Conductivity (µS/cm)
Definition: A measure of water's ability to conduct electricity. More ions mean higher conductivity.
Unit: Microsiemens per centimeter (µS/cm)
Relationship: Conductivity = 1 / Resistivity
Typical Values:
-
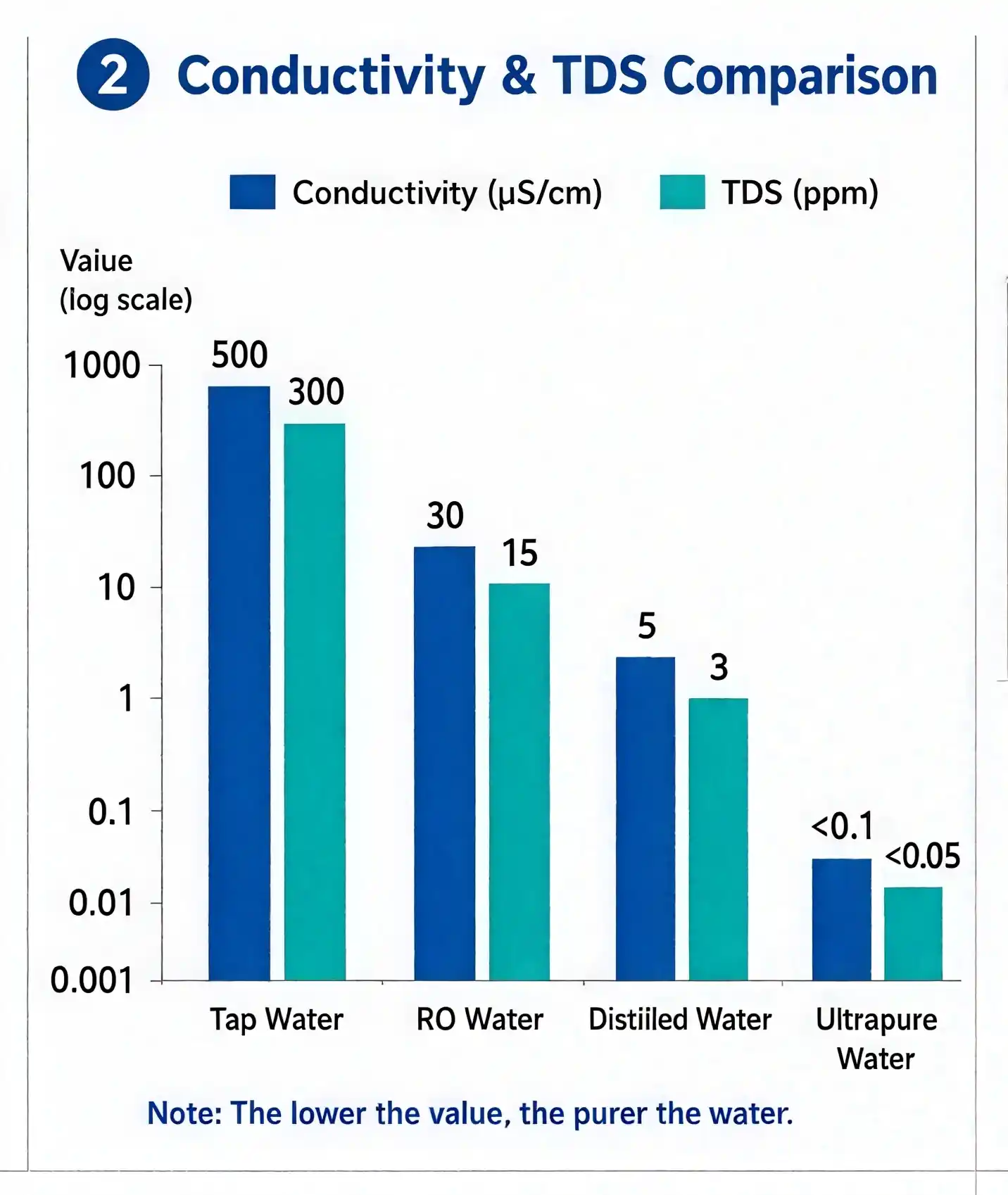
Tap Water: 300-800 µS/cm
-
RO Water: 5-50 µS/cm
-
Distilled Water: 1-10 µS/cm
-
Ultrapure Water: < 0.1 µS/cm (high-end systems can reach 0.055 µS/cm)
Significance for Sterilizers: Conductivity directly reflects water's ion content. Ions form scale at high temperatures, clogging heating elements, reducing thermal efficiency, and ultimately increasing energy use and equipment damage.
Indicator 2: Resistivity (MΩ·cm)
Definition: A measure of water's resistance to electric current. Resistivity is the reciprocal of conductivity.
Unit: Megohm-centimeter (MΩ·cm)
Typical Values:
-
Tap Water: approx. 0.001-0.005 MΩ·cm
-
Distilled Water: 0.1-1 MΩ·cm
-
Theoretical limit for ultrapure water: 18.2 MΩ·cm (at 25°C)
Significance for Sterilizers: Higher resistivity is better. For sterilizers, resistivity > 1 MΩ·cm (conductivity < 1 µS/cm) is considered excellent.
Indicator 3: Total Dissolved Solids (TDS, ppm)
Definition: The total mass concentration of dissolved solids in water, typically expressed as mg/L, equivalent to ppm.
Unit: ppm (parts per million)
Typical Values:
-
Tap Water: 200-500 ppm
-
RO Water: 5-50 ppm
-
Distilled Water: 1-5 ppm
-
Ultrapure Water: < 0.1 ppm
Significance for Sterilizers: Higher TDS water leaves more scale residue upon heating. A simple rule of thumb: TDS below 10 ppm is generally safe for sterilizers; below 5 ppm, scale risk is very low; below 1 ppm, scale is almost non-existent.
Quick Comparison Table
| Water Type | Conductivity (µS/cm) | Resistivity (MΩ·cm) | TDS (ppm) |
|---|---|---|---|
| Tap Water | 300-800 | 0.001-0.003 | 150-400 |
| RO Water | 5-50 | 0.02-0.2 | 2-25 |
| Distilled Water | 1-10 | 0.1-1 | 0.5-5 |
| Ultrapure Water | < 0.1 | > 10 | < 0.05 |
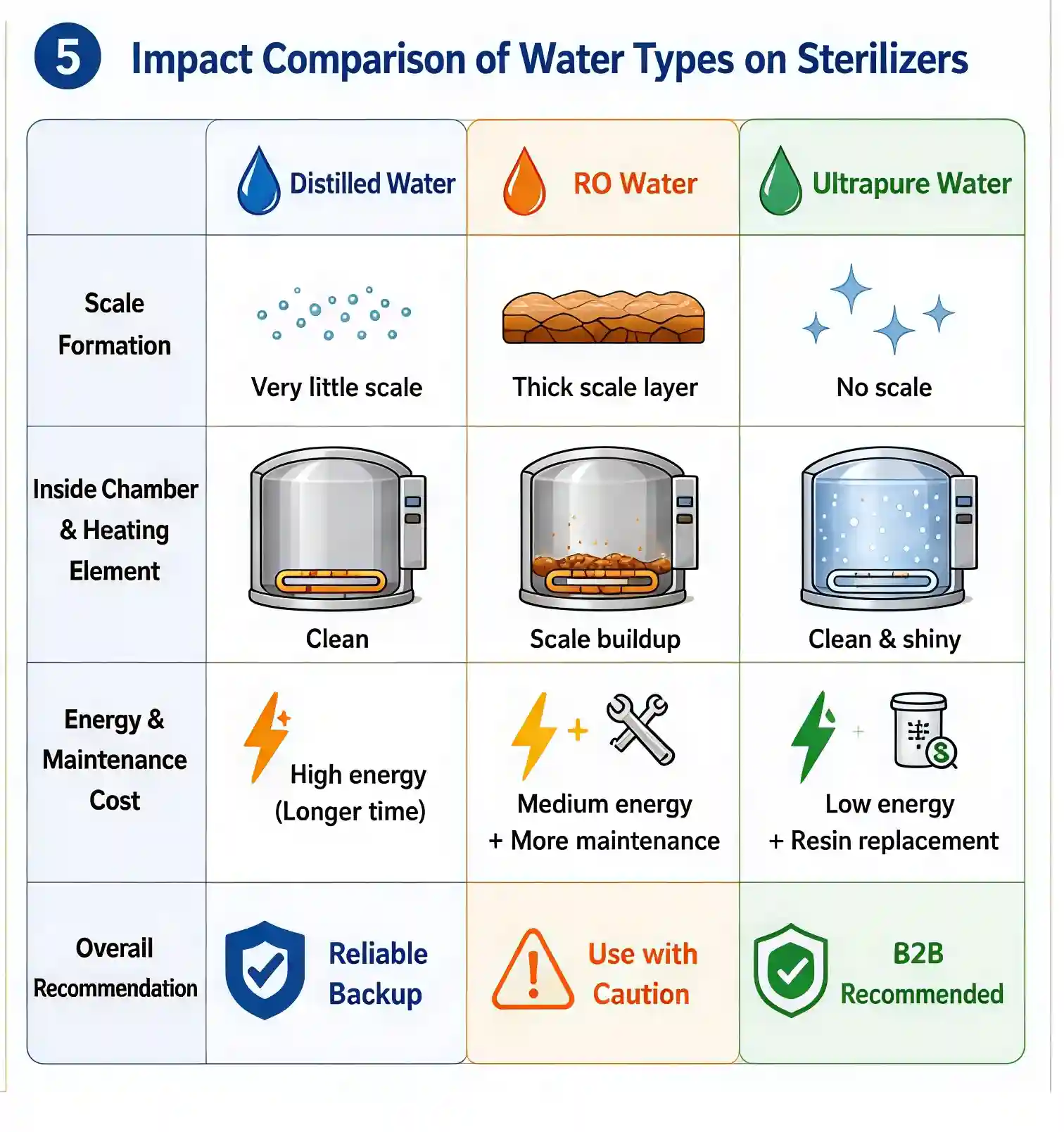
Question 3: What happens inside the sterilizer with each water type?
This is the core question. The same water, when it enters the same sterilizer, produces completely different outcomes.
Distilled Water Inside the Sterilizer
What Happens:
-
Water is heated above 100°C (can reach 121-134°C under pressure).
-
Water evaporates into steam, concentrating the trace ions remaining in the water.
-
Because distilled water already has very low ion content, it's difficult for the concentrate to reach saturation and crystallization points.
-
Therefore, scale hardly forms.
Long-Term Effects:
-
Heating element surfaces remain mostly clean.
-
Heat exchange efficiency stays normal.
-
Energy consumption does not rise over time.
-
No deposits form inside the sterilizer chamber.
-
Equipment life approaches theoretical design values.
Special Case: If the distillation unit lacks a trap, the water may contain trace volatile organics. At high temperatures, these can decompose, potentially producing acids that cause extremely slow chamber corrosion. For most B2B scenarios, this effect takes many years to manifest.
RO Water Inside the Sterilizer
What Happens:
-
The water still contains 5-50 ppm of dissolved solids.
-
As water continuously evaporates, the ion concentration rapidly increases.
-
When the concentration exceeds the solubility limit of certain salts (e.g., calcium carbonate, calcium sulfate), they crystallize and precipitate out.
-
These crystals adhere to the heating element surfaces and chamber walls, forming scale.
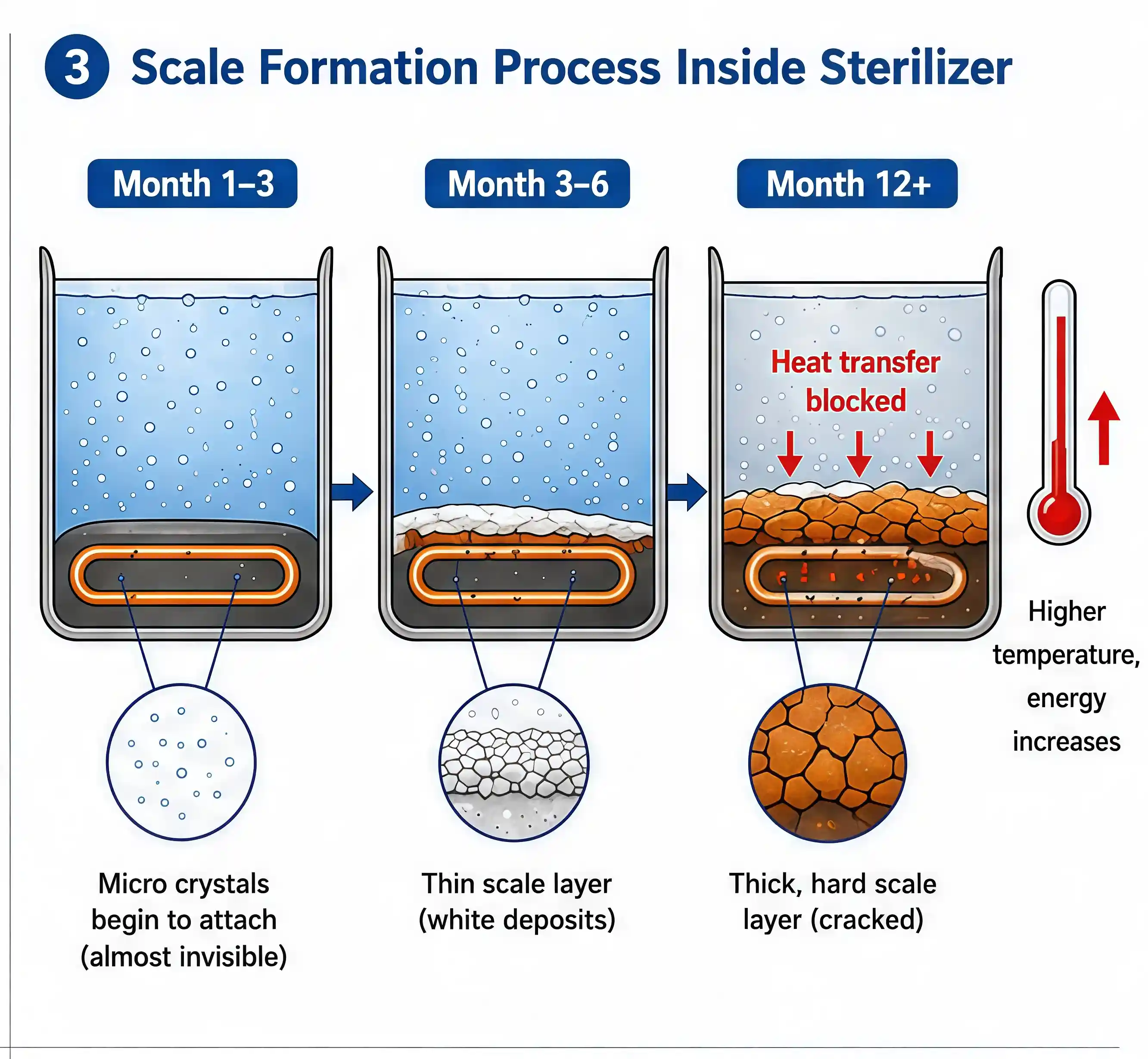
Scale Growth Process:
-
Months 1-3: Microscopic, invisible crystals begin to form.
-
Months 3-6: A thin white layer appears on heating elements.
-
Months 6-12: Scale becomes visible; thermal efficiency starts to decline.
-
After 12 months: Scale layer thickens; energy use rises significantly; risk of localized heating element overheating increases.
Long-Term Effects:
-
Heating elements covered with scale, reducing heat transfer efficiency.
-
Heating elements work longer to reach set temperature, increasing energy use.
-
Localized overheating can burn out heating elements.
-
Scale flakes can block drain valves or lines.
-
Requires periodic chemical descaling (acidic cleaning).
Key Fact: RO water isn't a simple "usable" vs. "not usable" binary. It's a matter of "scale accumulation rate." Water with conductivity of 10 µS/cm scales much slower than water at 50 µS/cm. But as long as ions remain, scale will form; it's just a matter of time.
Ultrapure Water Inside the Sterilizer
What Happens:
-
Water has extremely low ion content (conductivity < 0.1 µS/cm).
-
Even with continuous evaporation, trace ions struggle to reach saturation concentration.
-
Therefore, the nucleation and growth processes for scale almost never occur.
Another Concurrent Process:
-
Ultrapure water has strong dissolving capabilities.
-
If old scale exists inside the sterilizer, ultrapure water can slowly dissolve these deposits.
-
This is why users switching from RO water to ultrapure water might initially see trace white matter in the drain — old scale being dissolved and expelled.
Long-Term Effects:
-
Heating elements remain in factory-new condition.
-
Thermal efficiency remains constant.
-
No chemical descaling required.
-
No scale blockage of drain valves or lines.
-
Sterilizer interior is largely protected from water-quality-related damage.
An Important Note: Ultrapure water is not "inert." Its low ion concentration gives it a high corrosive potential — not uniform corrosion of stainless steel, but sensitivity to trace impurities like chloride under specific conditions. However, this impact is minimal in practical applications, provided the water system uses appropriate materials and is properly maintained.
Question 4: Technically, how does scale damage sterilizers?
Understanding the damage mechanism of scale is key to understanding why the problem with RO water is not a "maybe" but a "certainty."
Chemistry of Scale Formation
The most common scale component inside sterilizers is Calcium Carbonate (CaCO₃). It forms as follows:
-
Water contains soluble calcium bicarbonate (Ca(HCO₃)₂).
-
Heat causes a chemical reaction: Ca(HCO₃)₂ + Heat → CaCO₃↓ + CO₂↑ + H₂O
-
CaCO₃ (calcium carbonate) is insoluble in water and precipitates out of solution.
-
The precipitated solid adheres to the heating element surface.
Other common scale components:
-
Calcium Sulfate (CaSO₄): More difficult to remove than carbonate.
-
Silicates (SiO₂): Extremely hard, difficult chemical removal.
-
Iron/Manganese Oxides: Reddish-brown deposits.
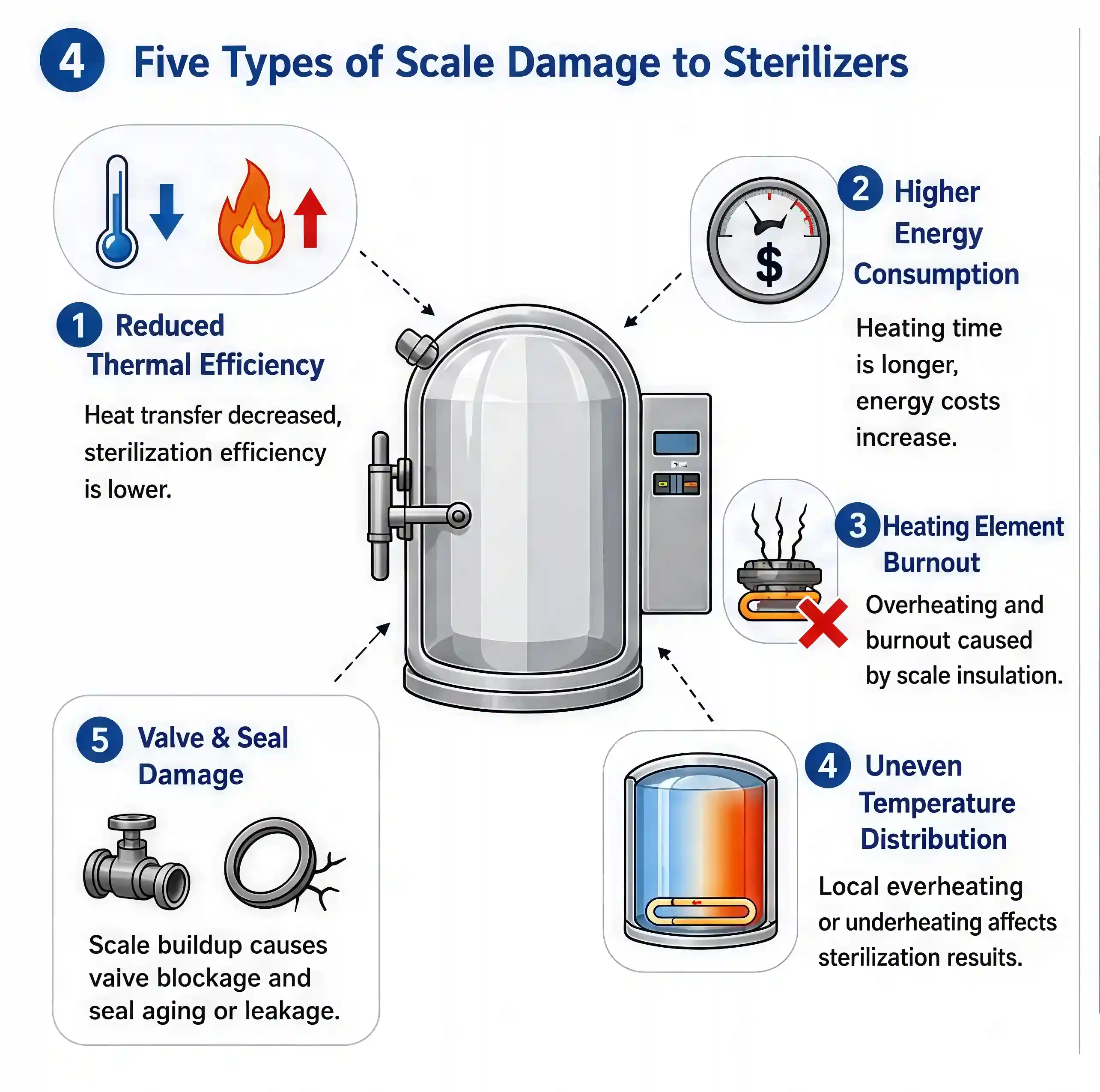
Five Types of Scale Damage to Sterilizers
Damage 1: Reduced Thermal Efficiency
Scale has much lower thermal conductivity than metal. Typical values:
-
Stainless steel thermal conductivity: approx. 15 W/(m·K)
-
Calcium carbonate scale thermal conductivity: approx. 2 W/(m·K)
A 1mm thick scale layer has a thermal resistance equivalent to adding about 7.5mm of stainless steel. To achieve the target chamber temperature (e.g., 121°C), the heating element itself must get much hotter.
Damage 2: Increased Energy Consumption
Because heat transfer is blocked, the heating element must work longer. Experimental data shows:
-
0.5mm scale layer: Energy increase of approx. 10-15%
-
1mm scale layer: Energy increase of approx. 20-30%
-
2mm scale layer: Energy increase can reach 40-50%
For a sterilizer running 2000 hours per year, the annual electricity cost increase alone could reach thousands of dollars.
Damage 3: Heating Element Overheating and Burnout
This is the most direct equipment failure. The heat inside the element cannot transfer effectively to the water (blocked by scale), causing the element's surface temperature to rise continuously. When the temperature exceeds the element material's tolerance:
-
The element sheath (typically Incoloy or stainless steel) can locally melt or crack.
-
The internal resistance wire burns out.
-
The heating element is destroyed.
This damage is irreparable, requiring a complete heater assembly replacement.
Damage 4: Temperature Non-Uniformity Leading to Sterilization Failure
Scale deposits unevenly. Some areas have thick scale, some thin, leading to:
-
Non-uniform temperature distribution inside the sterilization chamber.
-
Some locations may fail to reach sterilization temperature.
-
Other locations may become too hot.
-
Directly impacts the reliability of the sterilization process.
For environments requiring strict sterilization validation (pharmaceuticals, medical devices, labs), this is an unacceptable risk.
Damage 5: Seal and Valve Damage
Scale doesn't only deposit on heating elements. It can also form on drain valves, seal surfaces, temperature sensor probes, leading to:
-
Sticky valves or poor shut-off.
-
Accelerated seal wear.
-
Sluggish sensor response or drifting readings.
Individually, these seem minor, but cumulatively, they significantly increase maintenance workload.
Question 5: What are the residuals of each water type? Is their impact on sterilizers the same?
Water produced by different processes has different types of residuals, not just different amounts.
Distilled Water Residuals
| Residual Type | Source | Common? | Impact on Sterilizer |
|---|---|---|---|
| Volatile Organics | Organics in feed water that vaporize | Depends on equipment | Decompose at high temp, very slow corrosion |
| Carbon Dioxide | Dissolved CO₂ | Almost always present | Lowers pH, very weak impact |
| Trace Ions | Mist carryover | Small amount, negligible with good equipment | Negligible |
Overall Assessment: Distilled water has few residual types and low concentrations, making its impact on sterilizers among the lowest.
RO Water Residuals
| Residual Type | Source | Common? | Impact on Sterilizer |
|---|---|---|---|
| Calcium, Magnesium Ions | Ions passing through RO membrane | Almost always present | Form CaCO₃/CaSO₄ scale, primary destructive factor |
| Chloride Ions | Passing Cl⁻ | Depends on feed water | Promote stress corrosion cracking at high temp |
| Silicates | Passing SiO₂ | Common | Form extremely hard scale, difficult to remove |
| Trace Organics | Molecules smaller than membrane pores | Small amounts | May carbonize at high temp |
| Sulfate | Passing SO₄²⁻ | Common | Form insoluble scale with calcium |
Overall Assessment: RO water has many residual types that are direct sources of scale. This is the biggest problem with using RO water in sterilizer applications.
Ultrapure Water Residuals
| Residual Type | Source | Common? | Impact on Sterilizer |
|---|---|---|---|
| Very Trace Ions | Resin saturation or performance decline | Very low with good maintenance | Almost no impact |
| Very Trace TOC | Resin leaching or system contamination | Very low with good maintenance | Almost no impact |
| Microbial Metabolites | Bacterial growth in piping | Possible with poor system design | Potential endotoxins |
Overall Assessment: Ultrapure water theoretically has virtually no residuals. In practical engineering, the main risk is not the water itself, but secondary contamination from distribution piping.
Question 6: "RO water works, doesn't it?" Why do so many B2B clients use it?
This is a practical question. Many B2B clients indeed use RO water for their sterilizers without experiencing major failures in the short term. Why?
Why is it invisible in the short term?
-
Slow scale accumulation rate: For high-quality RO water with TDS < 10 ppm, the scale accumulation rate is roughly fractions of a millimeter per thousand hours. If the sterilizer is used infrequently (e.g., a few times per week), the scale layer might be less than 0.2mm after a year, invisible to the naked eye.
-
Heating element redundancy: Most sterilizers have a design safety margin; slight efficiency losses from minor scale aren't obvious.
-
Descaling masks the problem: If a user descaling monthly, scale is removed promptly, temporarily solving the issue. But that descaling itself is a maintenance cost.
Why will problems definitely appear in the long term?
-
Accumulation effect: Even if each descaling removes 95% of the scale, the remaining 5% accumulates, eventually forming a stubborn deposit layer.
-
Descaling itself causes damage: Chemical descalers (typically acidic) also slowly corrode metal surfaces and seals while removing scale. A sterilizer descaled frequently may not have much scale, but its seals will age faster.
-
RO membrane performance decays: A new RO membrane might produce water with TDS below 5 ppm; after a year, TDS might rise to 20-30 ppm. The scaling rate accelerates correspondingly.
An Analogy
Using RO water for a sterilizer is like using conventional mineral oil in a car but never doing maintenance. You might not feel the difference for the first few thousand kilometers, but after tens of thousands of kilometers, internal carbon deposits and wear become apparent.
RO water is a "usable in a pinch" solution, but not the "preferred solution for long-term stable operation."
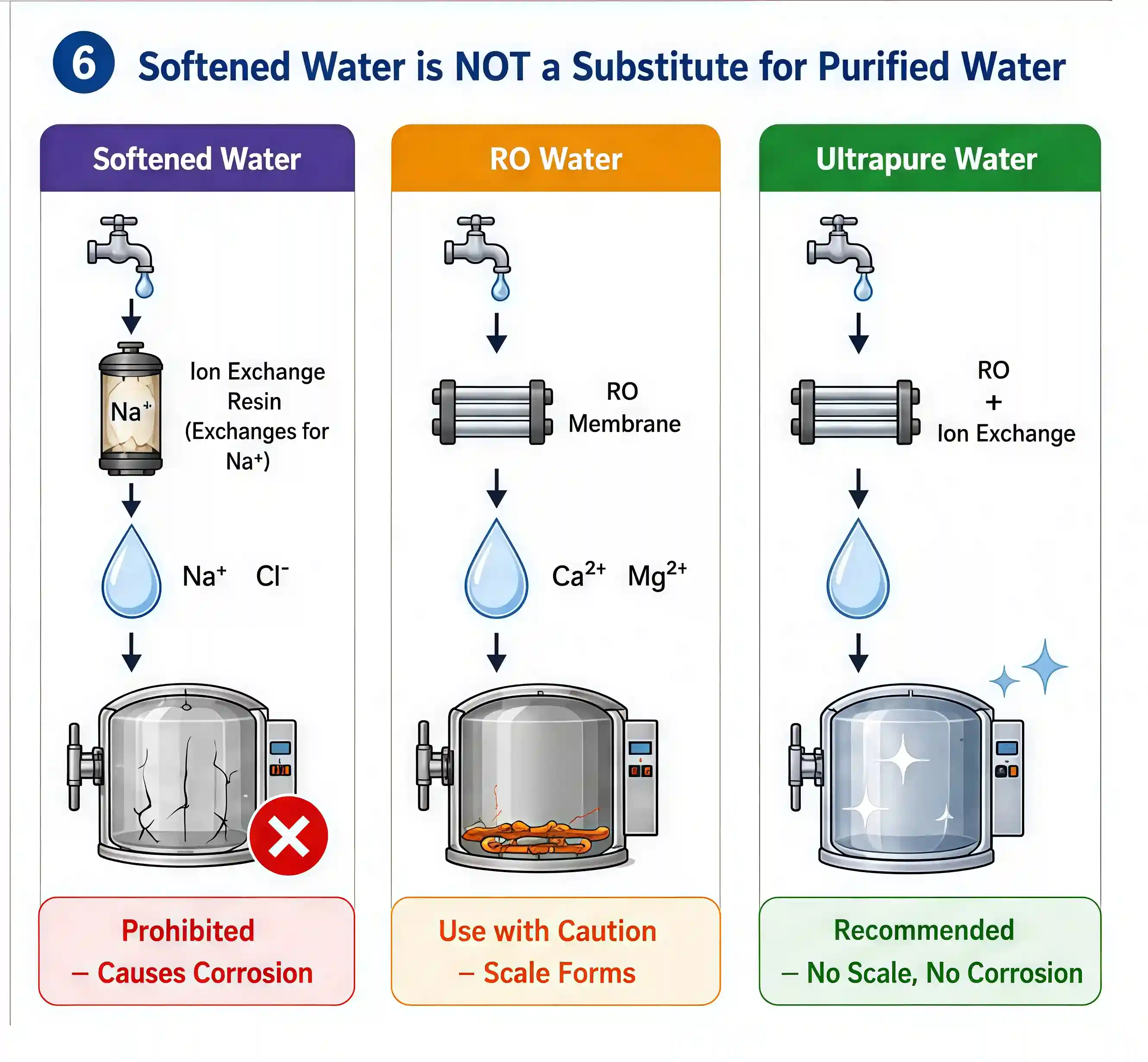
Question 7: Why is physically softened water explicitly prohibited? How is it different from RO water?
This requires a separate explanation, as many people confuse the two.
Physically Softened Water ≠ RO Water
| Dimension | Physically Softened Water | RO Water |
|---|---|---|
| Process | Ion Exchange (Na⁺ replaces Ca²⁺/Mg²⁺) | Membrane Filtration |
| TDS Change | Almost unchanged | Drastically reduced |
| Ion Type Change | Calcium/Magnesium → Sodium | All ion concentrations reduced |
| Conductivity Change | Unchanged or slightly increased | Drastically reduced |
Why is Softened Water Harmful to Sterilizers?
Reason 1: TDS is not reduced.
Softening merely swaps the main scale-forming ions (calcium, magnesium) for another ion (sodium). The total dissolved solid load remains almost unchanged. When heated, while insoluble scale might not form, sodium and chloride ions are present together.
Reason 2: Synergistic corrosion from chloride and sodium ions.
In a high-temperature, high-pressure, humid environment, chloride ions (Cl⁻) are a primary inducer of stress corrosion cracking in stainless steel. The presence of sodium ions further exacerbates this corrosive effect. Specifically:
-
At points of high stress (welds, bends)
-
Under high-temperature conditions (>100°C)
-
Chloride and sodium ions together cause the breakdown of the protective oxide layer on stainless steel.
-
Cracks initiate on the surface and propagate inward, potentially leading to through-wall cracking.
Reason 3: A typical real-world example.
A biopharmaceutical company used an ion-exchange softener to supply their sterilizer. After about two years of operation, visible cracks appeared near the chamber's bottom drain. The equipment manufacturer's analysis confirmed chloride-induced stress corrosion cracking. The resolution: a complete chamber replacement, costing over $50,000 and two weeks of downtime.
Explicit Stance of Sterilizer Manufacturers
Checking the technical manuals of major sterilizer manufacturers (e.g., Tuttnauer, Getinge, Steris, Hirayama) reveals a clear statement:
Do not use softened water.
Softened water may cause corrosion and damage to the chamber.
This is not a recommendation; it's a requirement. Damage caused by softened water is typically not covered under warranty.
Question 8: Distilled vs. Ultrapure water — which is better for sterilizers?
This requires a case-by-case discussion.
From a Purity Perspective
Ultrapure water is purer. That is uncontroversial.
Using ultrapure water effectively removes "water quality factors" from the equipment maintenance checklist. No scale, no corrosion risk (provided the system is well-designed), no ionic residue.
From a Practical Usage Perspective
For the vast majority of sterilizer applications, the purity of distilled water is already sufficient. A sterilizer is not a semiconductor cleaning tool; it doesn't need the extreme purity of 18.2 MΩ·cm. With water having conductivity below 5 µS/cm, scale is extremely limited.
The core difference is not "good vs. bad," but "suitability."
| Dimension | Distilled Water | Ultrapure Water |
|---|---|---|
| Purity Level | High | Extremely High |
| Scale Risk | Very Low | Nearly Zero |
| Energy Cost | High (energy-intensive production) | Low |
| Equipment Maintenance | Simple | Requires periodic resin replacement |
| Suitable Scale | Small to Medium | Medium to Large |
| Best Use Case | Single unit, infrequent use | Multiple units, 24/7 operation |
An objective conclusion
-
If asked "which is purer?": Ultrapure water.
-
If asked "which is better for the sterilizer?": Both are very good; the difference is small in practice.
-
If asked "which is more suitable overall for B2B?": Depends on scale, budget, and operational model.
The primary advantage of ultrapure water is not that it's "purer than distilled water" (though it is), but its "lower operational cost (energy)." The primary advantage of distilled water is "simpler, reliable technology."
Question 9: After choosing the right water source, what should you pay attention to in daily use and maintenance?
After selecting the correct water source, daily use and regular maintenance are equally important. Even when using ultrapure water, you cannot completely ignore the management of the sterilizer itself. Here are three basic rules that B2B clients must follow.
1. Follow Manufacturer Guidelines
Always adhere to the recommendations in the sterilizer manufacturer's manual, ensuring that the water specifications meet their requirements.
Different brands and models of sterilizers may have slight differences in their specific requirements for incoming water quality. Some manufacturers explicitly require conductivity below 5 µS/cm, while others require below 1 µS/cm. These parameters should be confirmed during the procurement phase and written into the equipment's Standard Operating Procedures (SOPs).
Furthermore, if sterilizer damage occurs due to substandard water quality, the manufacturer's warranty is typically voided. This is the most easily overlooked risk for B2B clients.
2. Dedicated Water for Dedicated Use
Use dedicated, clean containers for sterilizer water and absolutely avoid mixing different types of water (e.g., adding tap water to pure water).
Common problems in actual operation and maintenance include:
-
Using the same bucket to hold RO water and tap water alternately.
-
Adding a small amount of tap water to an ultrapure water bucket as an "emergency" measure.
-
Using unclean pipes or containers to transfer water.
These operations directly compromise the already achieved purity. Just a tiny amount of tap water, with its ions, can quickly contaminate an entire container of pure water. Once contaminated, the conductivity of that container of water could jump from below 1 µS/cm to several hundred µS/cm, effectively returning it to the level of tap water.
For B2B clients, it is recommended to:
-
Designate dedicated containers for sterilizer water supply with clear labeling.
-
Establish a water-filling procedure to be executed by designated personnel.
-
Periodically test the conductivity of the stored water and maintain a log.
3. Regular Cleaning
Even when using ultrapure water, you still need to perform regular descaling maintenance according to the sterilizer's operating manual to ensure long-term, stable, optimal performance.
This is the most common point of misunderstanding. Many users think, "Using ultrapure water means no more descaling." This is incorrect. The reasons are as follows:
-
Ultrapure water drastically reduces the rate of scale formation, but it cannot 100% eliminate all deposition risks. Trace dust from the air or trace contaminants brought in by containers can still lead to an extremely thin deposit over extended periods.
-
The aging of other sterilizer components (such as seals, drain valves, temperature sensors) is independent of water quality and requires periodic inspection.
-
Even without scale, periodically running a descaling program can help clean biofilms and residues from the piping.
When using ultrapure water, the descaling frequency can be reduced from "monthly" to "semi-annually" or "annually" (follow the manufacturer's manual for specifics), but it cannot be completely eliminated.
A Summary Table: Maintenance Requirements for Different Water Sources
| Maintenance Item | Using Distilled Water | Using RO Water | Using Ultrapure Water |
|---|---|---|---|
| Conductivity/TDS Testing Frequency | Monthly | Monthly | Monthly |
| Chemical Descaling Frequency | Annually | Every 3-6 months | Annually (or per manufacturer) |
| Check Seals/Valves | Quarterly | Quarterly | Quarterly |
| Storage Container Cleaning | Monthly | Monthly | Monthly |
| Water Quality Log Required? | Recommended | Mandatory (due to RO instability) | Recommended |
One Sentence Summary
Choosing the right water source is the first step; standardized daily use and maintenance are what guarantee long-term stable operation.
Quick Comparison Table: Core Differences of the Three Water Types
| Comparison Dimension | Distilled Water | RO Water | Ultrapure Water |
|---|---|---|---|
| Production Principle | Evaporation, then condensation | Membrane filtration | RO + Ion Exchange |
| Conductivity (µS/cm) | 1-10 | 5-50 | < 0.1 |
| Residual Types | Volatiles, low conc. ions | Multiple ions, organics | Trace ions |
| Scale Formation | Very slow | Continuous formation | Almost none |
| Descaling Needed? | Rarely needed | Periodically necessary | Not needed |
| Corrosion Risk | Very low | Medium | Very low |
| Impact on Equipment Lifespan | Optimal | Limited early by scale | Optimal |
| Energy Efficiency Retention | Stable long-term | Declines over time | Stable long-term |
Summary
For B2B clients, understanding these essential differences is key to knowing, when choosing any solution: what it will do to your sterilizer, what costs it will incur, and where the hidden risks lie.
Specialized water treatment equipment manufacturers, such as INTOPAQUA, can provide B2B clients with complete technical solutions for sterilizer feed water, helping clients select the most suitable water treatment process based on their specific equipment configuration, water consumption, and operational model, thereby ensuring the long-term stable operation of their sterilizers from the source.