As an important part of the membrane separation field, ultrafiltration (UF) technology has gained wide application in various industries due to its unique separation characteristics. This article will systematically explain the principles, characteristics, system design key points, operation and maintenance specifications, and innovative applications in different fields of UF membrane technology, providing professional technical guidance for engineering and technical personnel.
UF Technical Parameters and Performance Characteristics
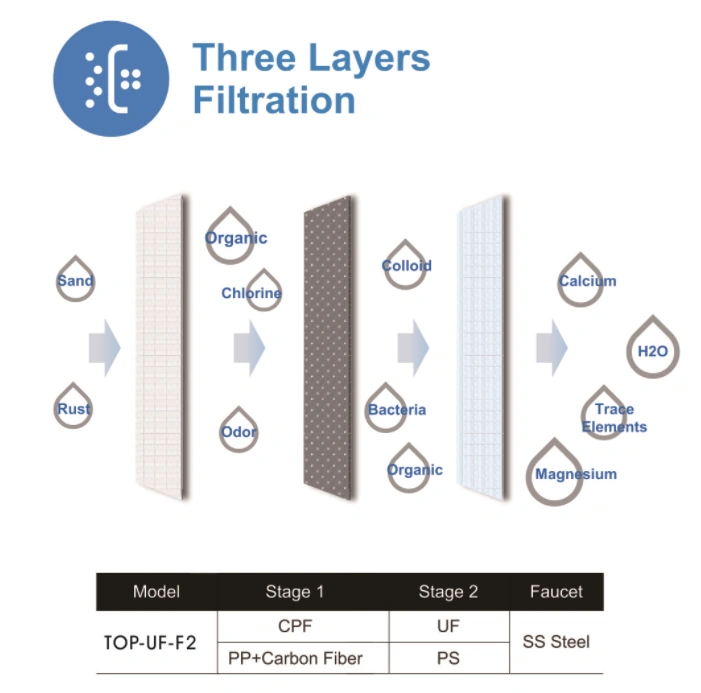
The separation precision of UF membranes is typically between 0.01-0.1 microns, corresponding to a molecular weight cut-off (MWCO) of 1,000-500,000 Daltons, effectively removing colloids, bacteria, viruses, and macromolecular organics from water. The system operating pressure is relatively low, generally maintained at 0.1-0.5 MPa, giving UF systems a significant advantage in energy consumption. Membrane flux is an important indicator for measuring system performance. Depending on the feedwater quality, the design flux is usually selected within the range of 20-100 LMH (Liters per Square Meter per Hour). The main operational modes are cross-flow filtration and dead-end filtration. Cross-flow filtration reduces membrane fouling through a high tangential flow rate, while dead-end filtration offers a higher recovery rate. In practical applications, suitable operating parameters need to be selected based on specific water quality conditions and treatment requirements.
Membrane Materials and Module Structure Design
The choice of UF membrane material directly affects system performance and lifespan. Polysulfone (PS) materials are widely used due to their excellent mechanical strength and chemical resistance. Polyvinylidene fluoride (PVDF) materials are favored for their good hydrophobicity and anti-fouling properties. In terms of module structure, hollow fiber membranes have the advantages of high packing density and small footprint. Spiral-wound membrane modules are suitable for high turbidity feedwater due to their reasonable flow channel design and resistance to clogging. Plate-and-frame membrane modules are relatively convenient for replacement and maintenance. Although ceramic membranes have a higher cost, their high temperature and corrosion resistance make them irreplaceable under special working conditions. Each structural form has its applicable scenarios and needs to be selected according to specific requirements.
System Integration and Automated Control
The design of modern UF systems increasingly focuses on intelligence and automation. The arrangement and combination of membrane modules need to consider system scalability and operational flexibility, usually adopting a multi-unit parallel design. The air-water backwash system is key to maintaining membrane performance, requiring reasonable setting of backwash frequency and intensity. The chemically enhanced backwash procedure can effectively remove irreversible fouling, generally performed 1-2 times per week. Integrity testing is a necessary measure to ensure safe system operation, detecting broken membrane fibers through pressure decay tests or bubble point tests. The automatic control system should possess basic functions such as data acquisition, parameter adjustment, and fault alarm; advanced systems can also achieve remote monitoring and intelligent decision-making.
Innovative Applications in Municipal Water Supply
In the field of municipal water supply, UF technology is playing an increasingly important role. For surface water purification, UF can effectively handle sudden situations like algae blooms and turbidity fluctuations, ensuring stable effluent quality. In advanced treatment processes, the combination of UF with ozone and activated carbon shows excellent treatment效果. The use of UF technology in secondary water supply systems can effectively solve the problem of pipeline secondary pollution. For the renovation of old urban pipe networks, UF equipment can significantly improve terminal water quality. In emergency water supply scenarios, mobile UF equipment has the advantage of rapid deployment. In rural drinking water projects, the application of UF technology has greatly improved the drinking water safety level in remote areas.
Breakthroughs in Industrial Process Separation Technology
Separation needs in the industrial field are driving continuous innovation in UF technology. In the electrophoretic painting industry, UF systems enable effective paint recovery, reducing production costs and environmental pollution. In juice clarification processes, UF replaces traditional filtration methods, improving product yield and quality. Protein separation and concentration in the biopharmaceutical field is a classic application scenario for UF technology. In emulsified oil wastewater treatment, the special surface properties of UF membranes enable effective demulsification and separation. Textile dyeing wastewater treated by UF can achieve dye reuse and water resource recycling. In papermaking white water recycling systems, UF technology helps achieve closed cycles, significantly reducing fresh water usage.
Technology Development Trends and Innovation Directions
UF technology is rapidly developing towards intelligence, high efficiency, and green environmental protection. Intelligent early warning systems enable fault prediction and maintenance reminders through big data analysis. The research and development of new anti-fouling membrane materials continues to make breakthroughs. The application of new materials like graphene and carbon nanotubes significantly improves membrane performance. Innovations in energy-saving operation modes further reduce system energy consumption, with significant results achieved in optimizing aeration and cleaning processes. The promotion of modular design concepts makes system installation and maintenance more convenient. The deep application of IoT technology enables remote monitoring and intelligent operation and maintenance of equipment. Big data analysis provides scientific basis for system optimization, helping users achieve optimal operational benefits.
With continuously improving environmental requirements and ongoing technological progress, UF technology will undoubtedly demonstrate its value in more fields. For users, deeply understanding the technical characteristics, selecting suitable process schemes, and establishing scientific operation and maintenance systems are key to ensuring the long-term stable operation of UF systems. Simultaneously, paying close attention to technological development trends and promptly adopting innovative achievements will help maintain a leading position in market competition.